that is what we did - http://www.youtube.com/watch?v=5vvP4L_hr90&feature=share&list=UUHk52YjGT8HryRYmJKSl-lg
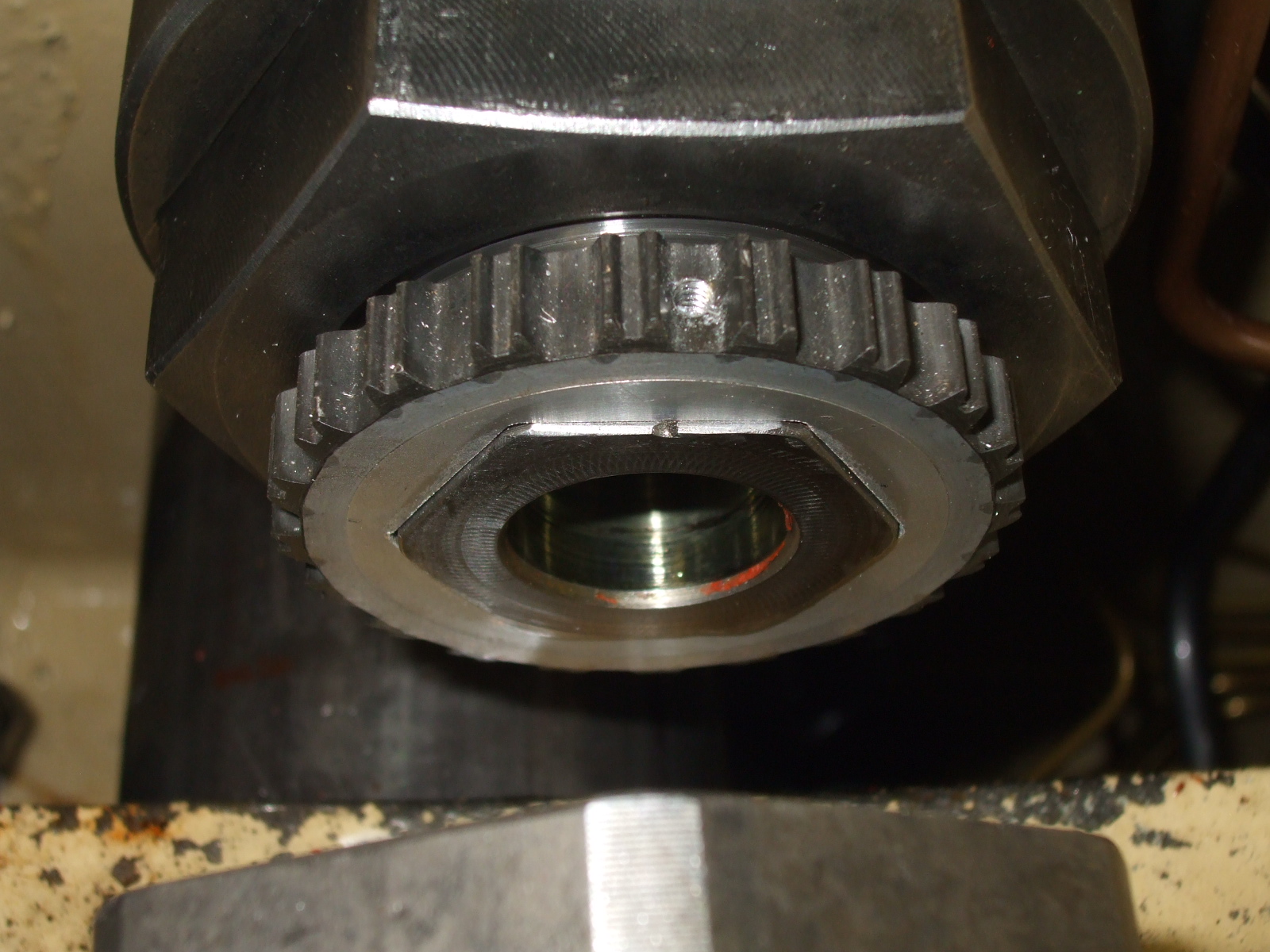
it works well.. It was about the only place we could fit the encoder without major hacking.. http://electronicsam.com/images/KandT/conversion/spindle/spindletiminggear.JPG sam On 02/17/2013 10:25 PM, John Kasunich wrote: > > On Sun, Feb 17, 2013, at 10:57 PM, Pete Matos wrote: > >> The third option I could go with would be to buy two timing pulleys of >> large diameter and machine one to fit over the approx 3" diameter spindle >> body and another of the same diameter that would mount off to the side of >> the spindle body and install an encoder wheel on it being a 1-1 belt ratio >> that would allow me to track speed as well as use the index pulse on the >> encoder to index for toolchange. > The 1:1 pulley idea is what was done on the Mazak at the EMC workshop. > Worked quite well. Since the belt is only driving an encoder, it doesn't > need to be very big. 1/4" wide XL belt would be fine. Maybe even an MXL. > ------------------------------------------------------------------------------ The Go Parallel Website, sponsored by Intel - in partnership with Geeknet, is your hub for all things parallel software development, from weekly thought leadership blogs to news, videos, case studies, tutorials, tech docs, whitepapers, evaluation guides, and opinion stories. Check out the most recent posts - join the conversation now. http://goparallel.sourceforge.net/ _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}