PERHAPS MAKE A SECOND CUBE WITH ID TREAD TO MATCH, DRILL AND INSTALL 4 PINS BETWEEN THE EXISTING AND NEW CUBS. PLACE A COMPRESSION SPRING BETWEEN THEM SET THE 4 PINS FROM THE FARE SIDE OF THE NEW CUBE TO THE EXISTING AND LOCK THEM. THE OPPOSING TRUST CREATED SHOULD REDUCE BACKLASH BY A SIGNIFICANT AMOUNT IF NOT ELIMINATED. DIY BACKLASH NUT.
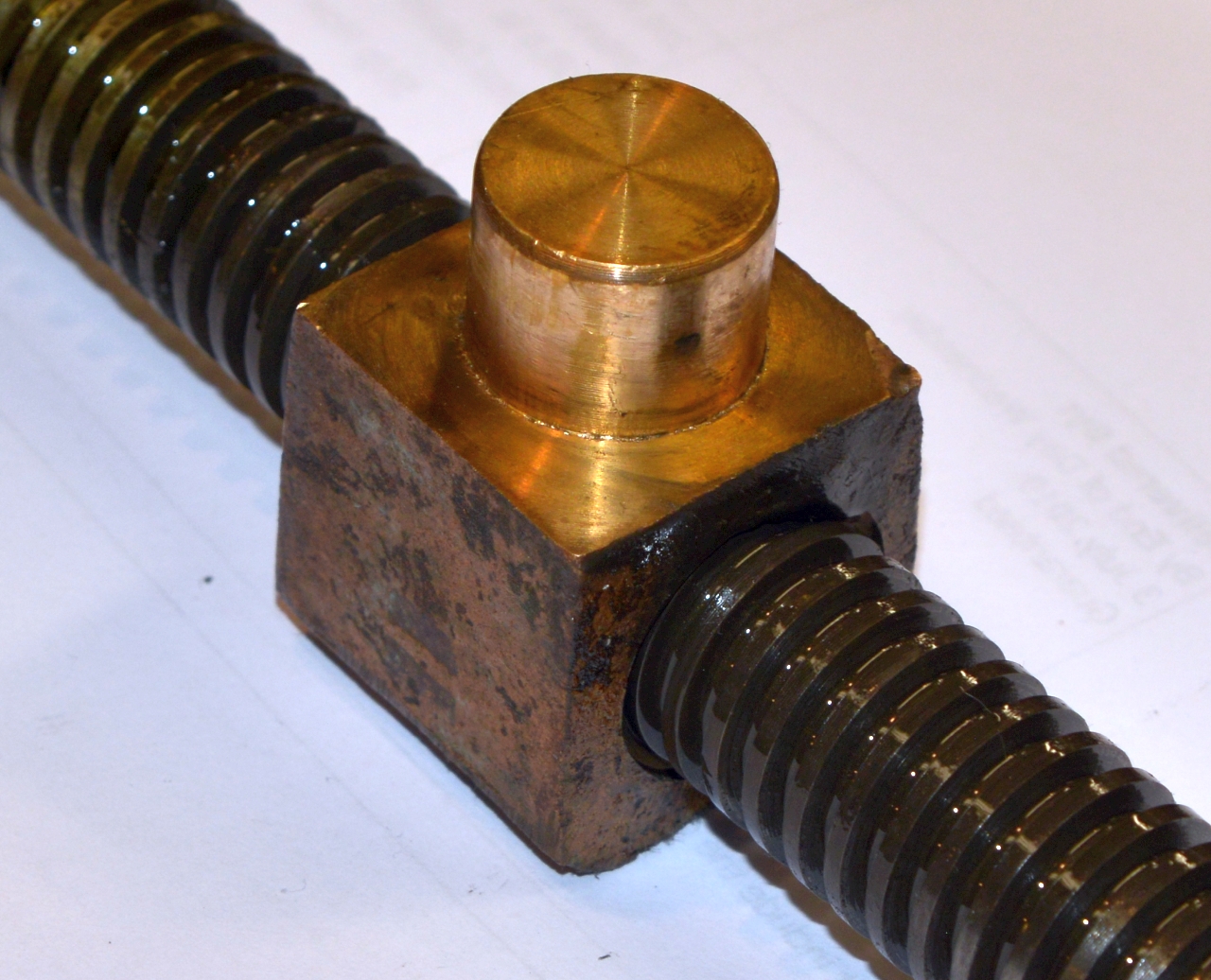
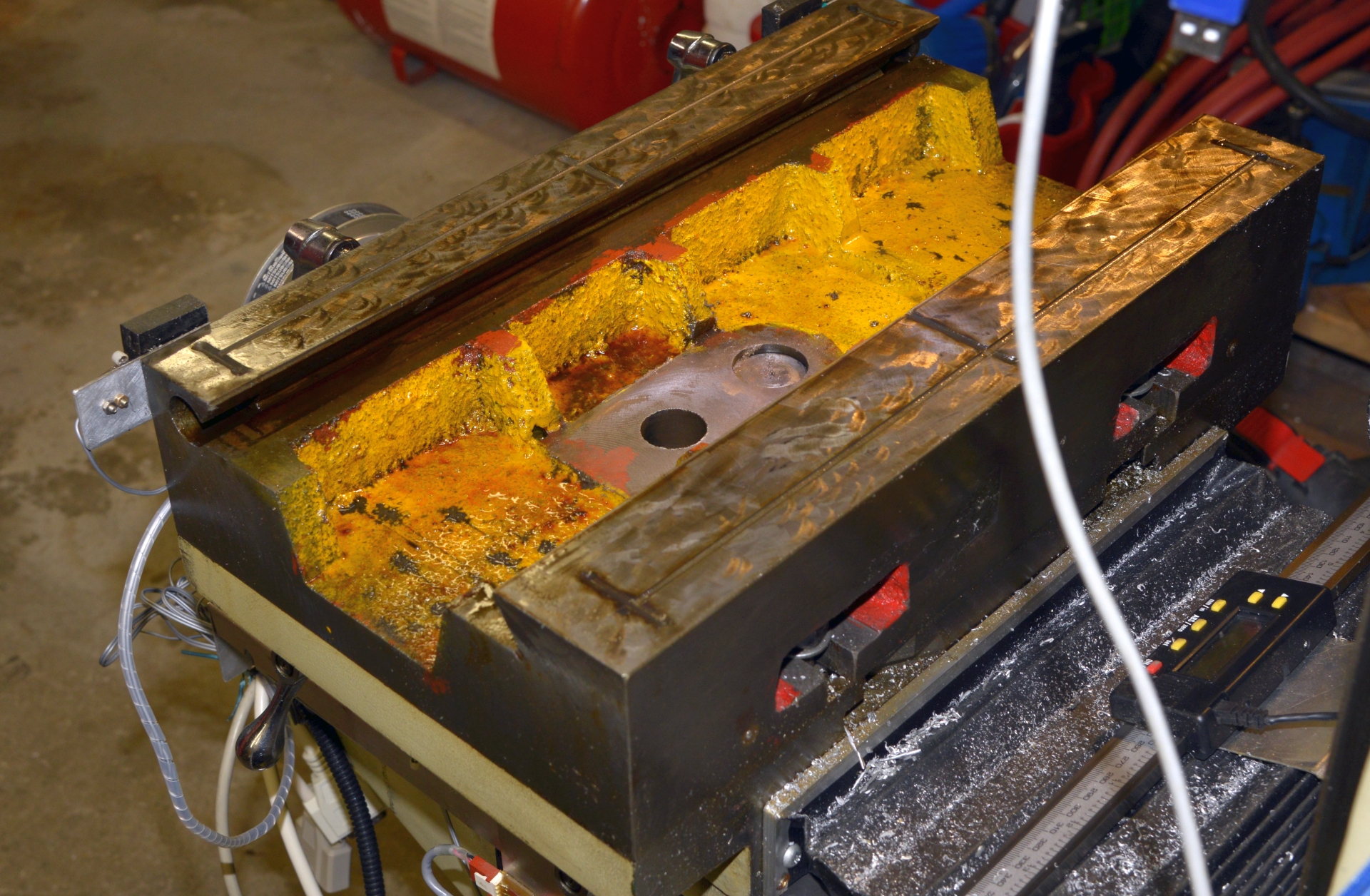
________________________________ From: John Dammeyer <jo...@autoartisans.com> Sent: Thursday, November 4, 2021 5:31 PM To: 'Enhanced Machine Controller (EMC)' <emc-users@lists.sourceforge.net> Subject: Re: [Emc-users] Project Progress The backlash removal will be a major project. This is what the bronze ACME nut looks like. Clearly no way to split it and add any sort of backlash tweak. http://www.autoartisans.com/mill/XAxis_Nut-2.jpg The pin on the nut fits into this hole. http://www.autoartisans.com/mill/XAxis-Ways-3.jpg I did think about making a bronze replacement that was longer and could have adjusting screws. But getting at it to adjust and trusting that the lead screw isn't worn already making it loose in some parts and tight in others doesn't seem like a great plan. Alternatively I could mount a plate at the end of the casting and install a second ACME bronze nut that has a very fine pitch thread on the outside into the plate so it can be twisted to remove backlash. Someone in Australia modified this type of mill by putting the ball nut onto a plate on the end and just adding a spacer on the motor bracket at the end of the table to deal with the loss of space taken up by the nut assembly. So many options. No idea which way to go. John _______________________________________________ Emc-users mailing list Emc-users@lists.sourceforge.net https://lists.sourceforge.net/lists/listinfo/emc-users _______________________________________________ Emc-users mailing list Emc-users@lists.sourceforge.net https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}
{kind=link}