On 10/28/22 13:30, John Dammeyer wrote:
On Fri, 28 Oct 2022 at 17:57, John Dammeyer <[email protected]> wrote:
Although again, if one has a mill and a rotary table why bother with the lathe?
Holding the keyway cutter is easier on the lathe.
I have toyed with the idea of making a sub-spindle, with D1-4 male on
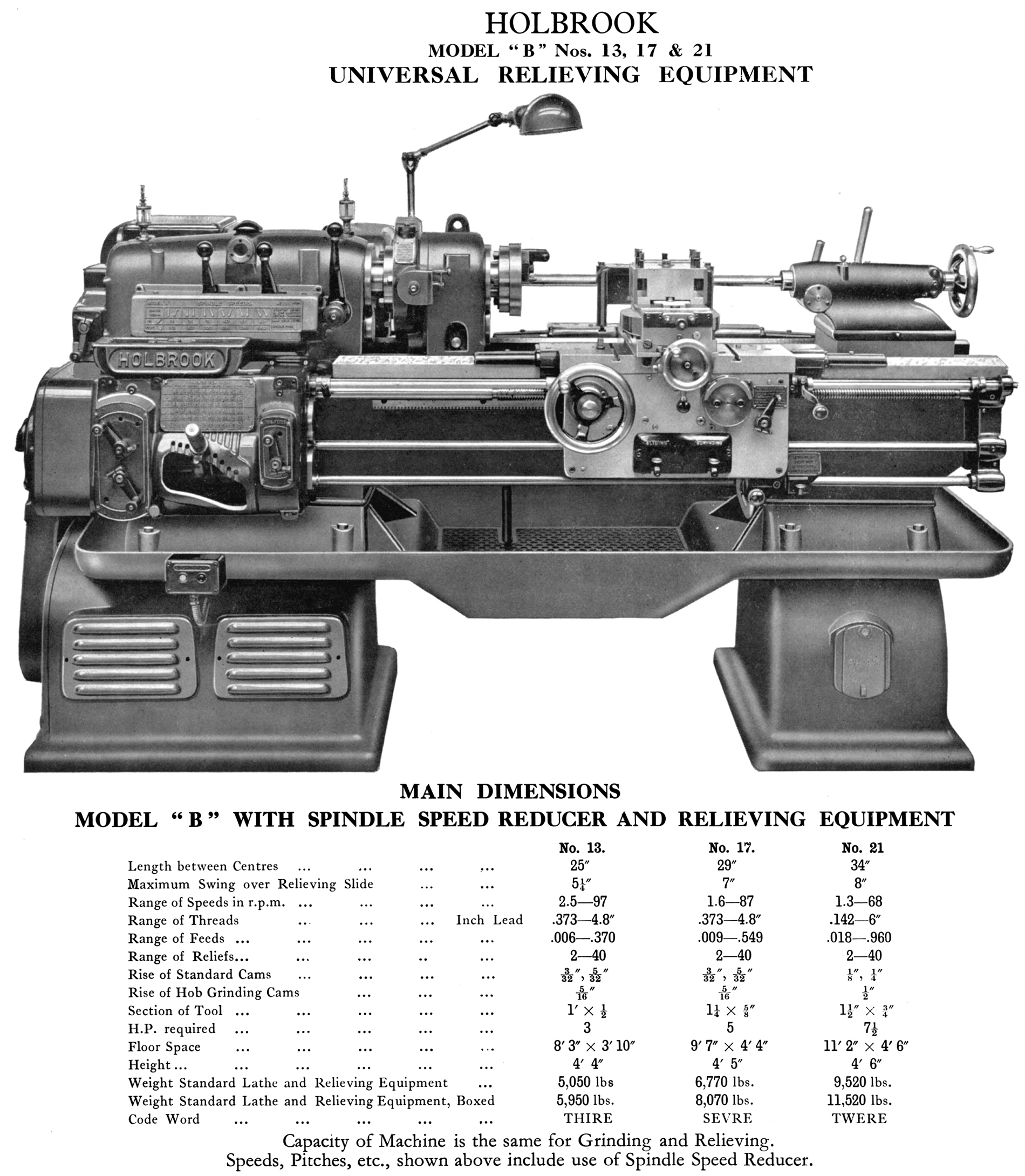
one side and female on the other side. Maybe a simple indexer, or
maybe something totally wacky for relieving:
http://www.lathes.co.uk/holbrook-B-13-71-21/img3.jpg
Say one wanted to cut internal splines in a toothed pulley. It's likely easier
to index the pulley with a rotary table on the mill to create the external gear
teeth unless the lathe is really big.
The internal splines require a formed cutter held in the vertical mill spindle
collet. We're back to the same issue with the lathe spindle. How to lock the
spindle from twisting. Once positioned it's up and down and increment X or Y
depending on which way the cutter is oriented. To do multiple splines index
the rotary table and do it again.
Or be really clever and turn the spindle say 30 degrees and lock, and then move
both X/Y along the depth of cut but that seems like way more work.
If something has been turned and bored on the lathe, I agree slotting splines
while it's held in place on the lathe is likely easiest. One less setup.
Again though, how easy is it to run a threading operation G-Code that ignores
spindle RPM? Or is the threading so tightly linked to spindle speed pulses
that it can't be separated?
John
You would need a switch, in the lathes encoder index pulse line to
substitute an externally generated pulse to serve as the trigger.
Use a prox switch to detect when the tool has stopped, waiting for the
next index pulse, use a debounce for its time delay
to kill any noise of course.
Assuming you've an adequate spindle lock.
I've considered doing that for externals using my CNC'd BS-1 clone.
When its stopped, nothing will move it, its two high ratio worms in
series, settling accuracy a few arc-seconds
at any angle. More than adequate to cut splines.
Internals wouldn't be doable that way though, but they could still be
done on the lathe by making a foot that fit's the BS-1
in front of the normal spindle. There is always a way. But sometimes you
have to make kindling out of the box. ;o)>
_______________________________________________
Emc-users mailing list
[email protected]
https://lists.sourceforge.net/lists/listinfo/emc-users
.
Cheers, Gene Heskett.
--
"There are four boxes to be used in defense of liberty:
soap, ballot, jury, and ammo. Please use in that order."
-Ed Howdershelt (Author, 1940)
If we desire respect for the law, we must first make the law respectable.
- Louis D. Brandeis
Genes Web page <http://geneslinuxbox.net:6309/>
_______________________________________________
Emc-users mailing list
[email protected]
https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}