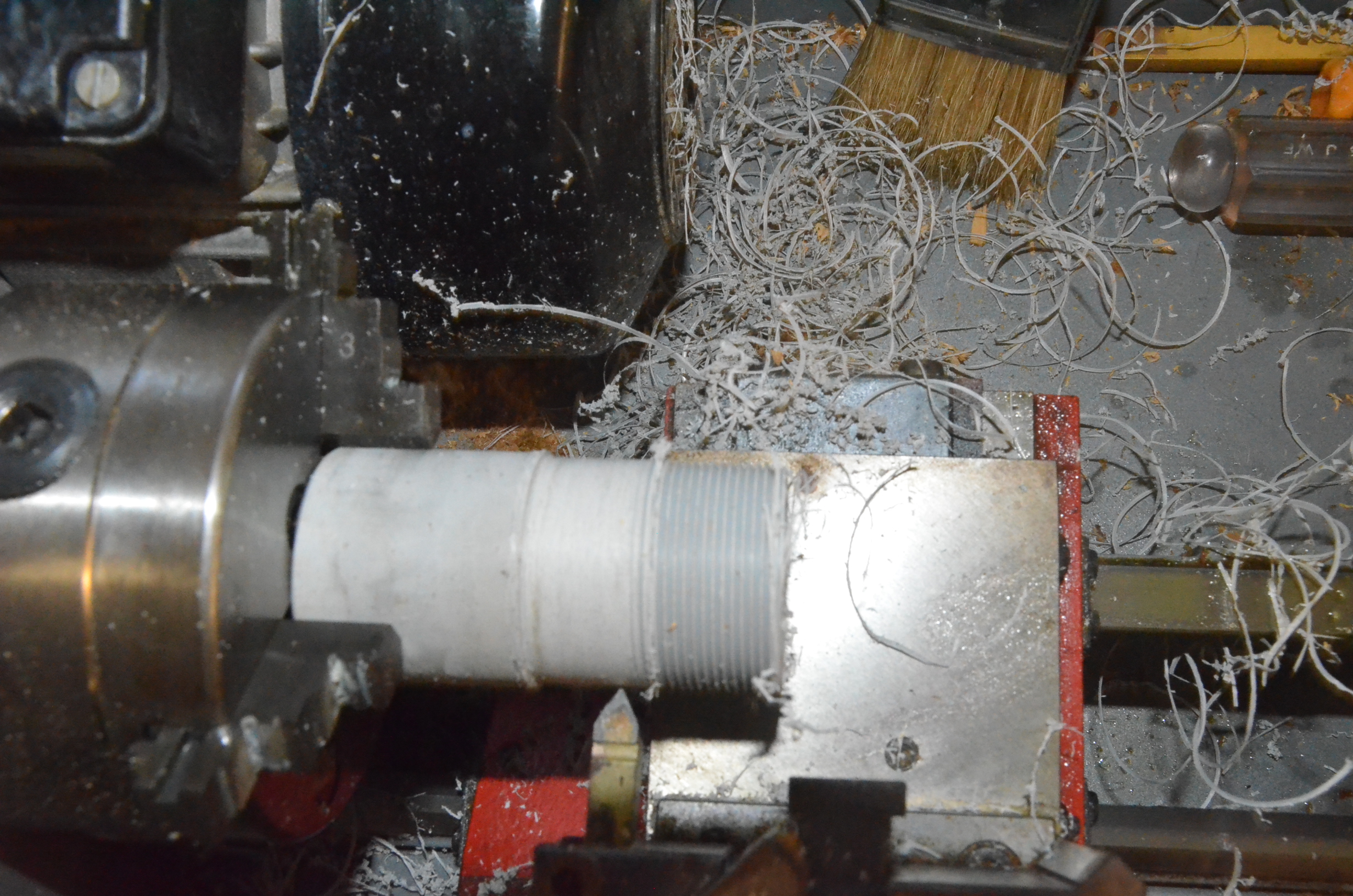
quick threading video.. (yes - not the correct cutter - and the exit move is a bit shallow.. but shows the spindle sync is right on...)
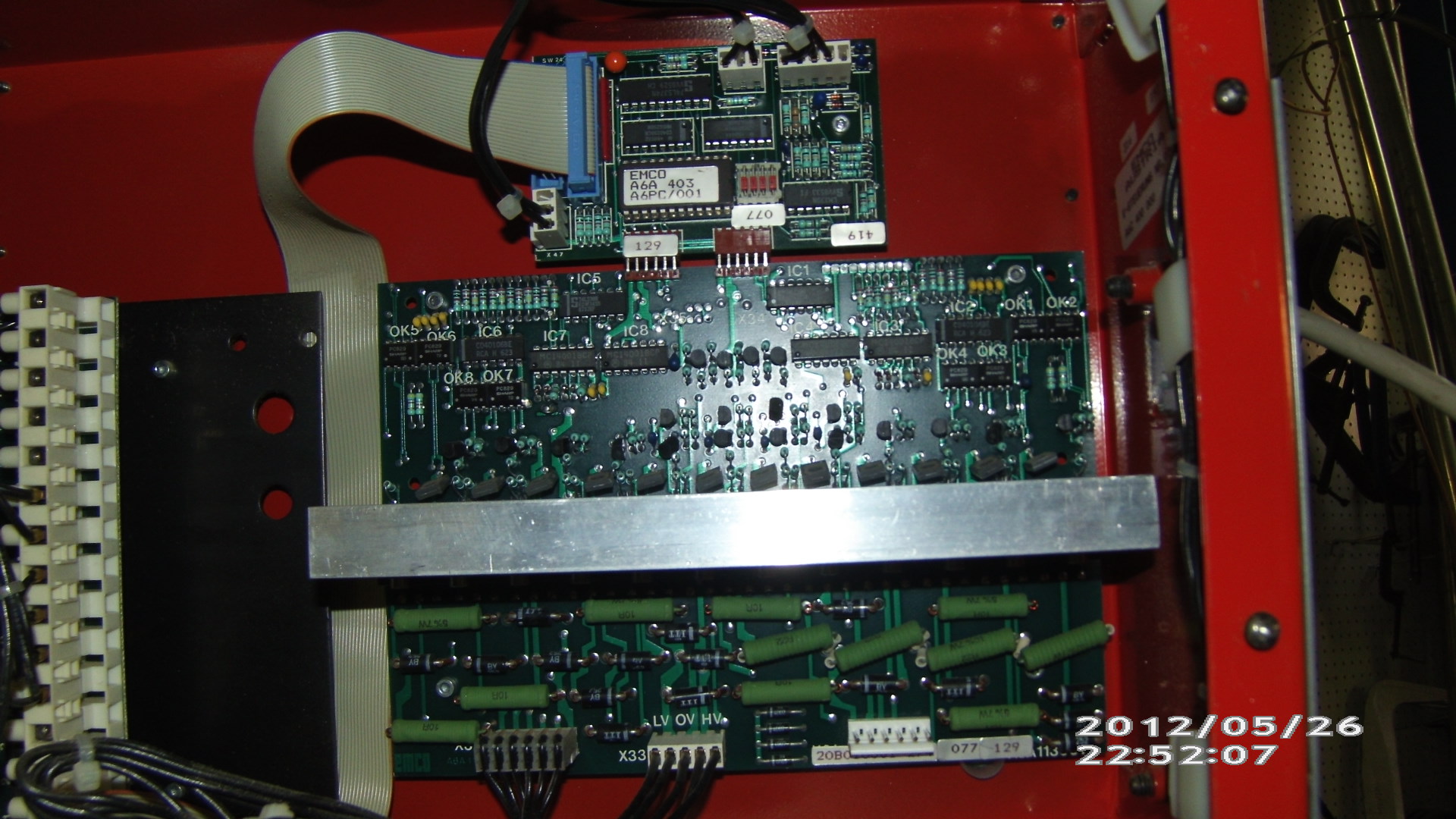
https://www.youtube.com/watch?v=ERMizV-yy8U sam On 07/11/2013 02:56 PM, sam sokolik wrote: > Seems to run nice at 40ipm > > http://electronicsam.com/images/emco/EMCOThreading.JPG > > video soon... > > > On 7/9/2013 11:34 AM, sam sokolik wrote: >> ok - some cool news I think. So - with the switch on the interface >> board set to off (non step/dir mode) the control signals are 4 phase >> drive. (seems to be unipolar). pins 2 through 5 control one axis - 6 >> through 9 control the other. I hacked a hal file to setup stepgen to >> output 4 phase (patterns 5 through 10). >> >> First tried pattern 9 (Unipolar Half Step) because the scale was setup >> for that. >> the performance was the same. 20ipm max and would probably have to back >> that off... >> >> Second was pattern 10 (Bipolar Half Step) I know - not likely - and it >> wasn't. Didn't like it. >> >> Third was pattern 5 (Unipolar Full Step) I halved the axis scales also. >> similar performance.. 20ipm max. (and sound so far was pretty crappy) >> >> fourth was pattern 6 (Unipolar Full Step (two windings on)) >> Holy crap. That sounds nice. maxed out at 30ipm and didn't try any >> faster. Full stepping is .00054ish per step. Workable for sure. >> >> That is what the original control/software maxed out at. I will try >> faster when I get a chance. >> >> That is totally usable with linuxcnc - no mods to the control. I need >> to hook up the index and 100ppr and try some threading! >> >> One thing to try is - I think I can put the interface board back into >> step/dir and full step. I don't know what pattern it does though. >> >> sam (happy dancing..) >> >> >> >> On 7/8/2013 7:13 AM, sam sokolik wrote: >>> We got a few of these lathes from a local school. they are cute little >>> cnc lathes. >>> The technology is pretty old though. The steppers are 72 steps per rev. >>> >>> I found this >>> http://www.maxton.com/ebay/emco/EMCO%20Compact%205PC%20Conversion%20to%20Mach3.pdf >>> >>> which talks about converting to mach. They remove the octal latch and >>> jump through it. >>> I wanted to see if I could get linuxcnc to drive the board without >>> hacking the latch out. >>> >>> this is what I have found/figured out >>> >>> I think this is correct.. (this is with switch 1 on the interface board >>> set to >>> 'on' which puts the board into step/dir) >>> >>> x step pin 2 >>> x dir pin 3 >>> z step pin 4 >>> z dir pin 5 >>> index pin 12 >>> estop pin 11 >>> 100 ppr sensor pin 10 >>> 74ls374 enable pin 14 >>> 74ls374 clock pin 1 >>> >>> I setup linuxcnc to send a pulse at every base period for the 'clock' >>> that latched the outputs of the chip. (thanks Jeff E for the idea) this >>> is using the >>> 'reset' option of the printer port that allows for a cycle within each >>> base period >>> the same feature that makes 'double step' work. This allows me to >>> 'latch' the >>> 74ls374 each base period with the current step/dir pattern. It seems to >>> work >>> >>> Now it took me a bit of tinkering to figure out that I didn't read the >>> above article >>> well enough to notice that you needed to set a switch to put the emco >>> interface >>> board into step/dir mode. During this time I was flipping bits on the >>> printer port >>> to try to figure out why it wasn't working. I think by default the >>> interface is setup >>> as phase drive. (4 phases per stepper) as I think I was flipping all 8 >>> data bits on >>> the printer port and was getting stepper clunking. >>> >>> Well - the performace of these drives/steppers are pretty poor. (assuming >>> I have the timing right - and I didn't get too much time to play with >>> it.) In the >>> above article they talk about around 20ipm is about max. That is what I was >>> seeing - plus there is a weird interaction when you run both axis at once. >>> (they get quite a bit noisier for some reason). Now it could be that I >>> don't quite >>> have the timing correct - like maybe the step/dir needs to be inverted or >>> or something - I will play with it more. >>> >>> I would also like to switch it back to non-step/dir mode. (phase drive >>> maybe?) >>> because there might be a reason the original software used it.. (better >>> performance?) plus I think I have the original software and would like >>> to try >>> it out also. (need to setup a pure dos machine to test) >>> >>> lathe >>> http://www.electronicsam.com/images/emco/emcoclose.JPG >>> interface/drive >>> http://www.electronicsam.com/images/emco/interfaceanddrive.JPG >>> >>> sam >>> >>> >>> >>> >>> >>> >>> >>> >>> ------------------------------------------------------------------------------ >>> This SF.net email is sponsored by Windows: >>> >>> Build for Windows Store. >>> >>> http://p.sf.net/sfu/windows-dev2dev >>> _______________________________________________ >>> Emc-users mailing list >>> [email protected] >>> https://lists.sourceforge.net/lists/listinfo/emc-users >>> >>> >> ------------------------------------------------------------------------------ >> See everything from the browser to the database with AppDynamics >> Get end-to-end visibility with application monitoring from AppDynamics >> Isolate bottlenecks and diagnose root cause in seconds. >> Start your free trial of AppDynamics Pro today! >> http://pubads.g.doubleclick.net/gampad/clk?id=48808831&iu=/4140/ostg.clktrk >> _______________________________________________ >> Emc-users mailing list >> [email protected] >> https://lists.sourceforge.net/lists/listinfo/emc-users >> >> > > ------------------------------------------------------------------------------ > See everything from the browser to the database with AppDynamics > Get end-to-end visibility with application monitoring from AppDynamics > Isolate bottlenecks and diagnose root cause in seconds. > Start your free trial of AppDynamics Pro today! > http://pubads.g.doubleclick.net/gampad/clk?id=48808831&iu=/4140/ostg.clktrk > _______________________________________________ > Emc-users mailing list > [email protected] > https://lists.sourceforge.net/lists/listinfo/emc-users > ------------------------------------------------------------------------------ See everything from the browser to the database with AppDynamics Get end-to-end visibility with application monitoring from AppDynamics Isolate bottlenecks and diagnose root cause in seconds. Start your free trial of AppDynamics Pro today! http://pubads.g.doubleclick.net/gampad/clk?id=48808831&iu=/4140/ostg.clktrk _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}
{kind=link}
{kind=link}