> On Jan 18, 2018, at 1:04 PM, Gene Heskett <[email protected]> wrote: > > On Thursday 18 January 2018 10:41:50 Kirk Wallace wrote: > >> On 01/17/2018 11:45 AM, [email protected] <mailto:[email protected]> wrote: >>>> On Jan 17, 2018, at 10:43 AM, Kirk Wallace >>>> <[email protected] <mailto:[email protected]>> wrote: >>>> >>>> I did a rewrite a while back: >>>>> http://wallacecompany.com/tmp/G76/G76-7b.cc >>>>> <http://wallacecompany.com/tmp/G76/G76-7b.cc> >>>>> <http://wallacecompany.com/tmp/G76/G76-7b.cc >>>>> <http://wallacecompany.com/tmp/G76/G76-7b.cc>> > Interesting Kirk. > > However it generates a couple of questions, first of which is that this > looks as if it could be duplicated in a gcode file with the use of named > subroutines. Given the speed of available machinery, would it make any > diff in execution time? > > Second, this seems workable only for std 60 degree sidewall threads, so > it would have to grow a knowledge of acme threads in order to solve Tom > E's problem.
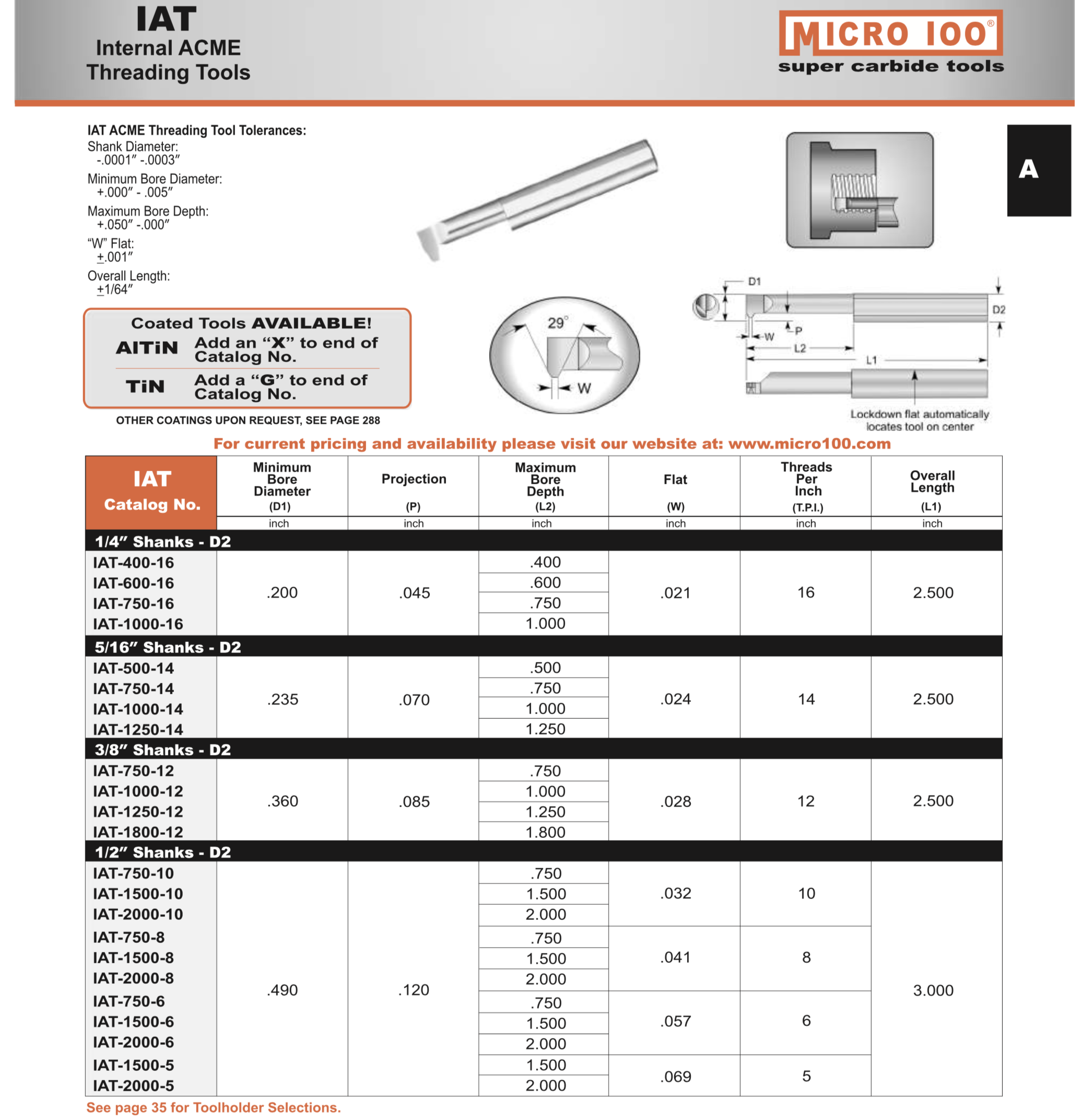
Why is his code only good for 60 degree threads? > > Tom, can you give the math that describes your single point tools > geometry? I think the side angles,(s/b 15 degrees for /most/ acme's) the > width of the point those angles pivot on (here I'd assume the previously > quoted .125") which implies the actual width of your tool, at the 50% of > cut depth point is then .0630", the extra half a thou being just enough > backlash to allow a .0625" width tooth to turn easy if well lubed. The tool geometry is shown here (IAT-1500-8): https://bgp.nu/~tom/pub/IAT-1500-8.png -Tom > > So the angles could pivot at that width point, then what is the actual > depth, from which the width of the tools flat tip could be determined? > > I'd assume (that word is scary, actual practice has made a fool of me > before) that the tools tooth is actually a few thou longer so that the > tool's shank would clear the top of the already cut tooth as its making > the final and spring passes. > > Thoughts everybody? ------------------------------------------------------------------------------ Check out the vibrant tech community on one of the world's most engaging tech sites, Slashdot.org! http://sdm.link/slashdot _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}