I've never used any form taps from KBC but R&N is a known brand. You'd think that a tap without flutes would be cheaper!
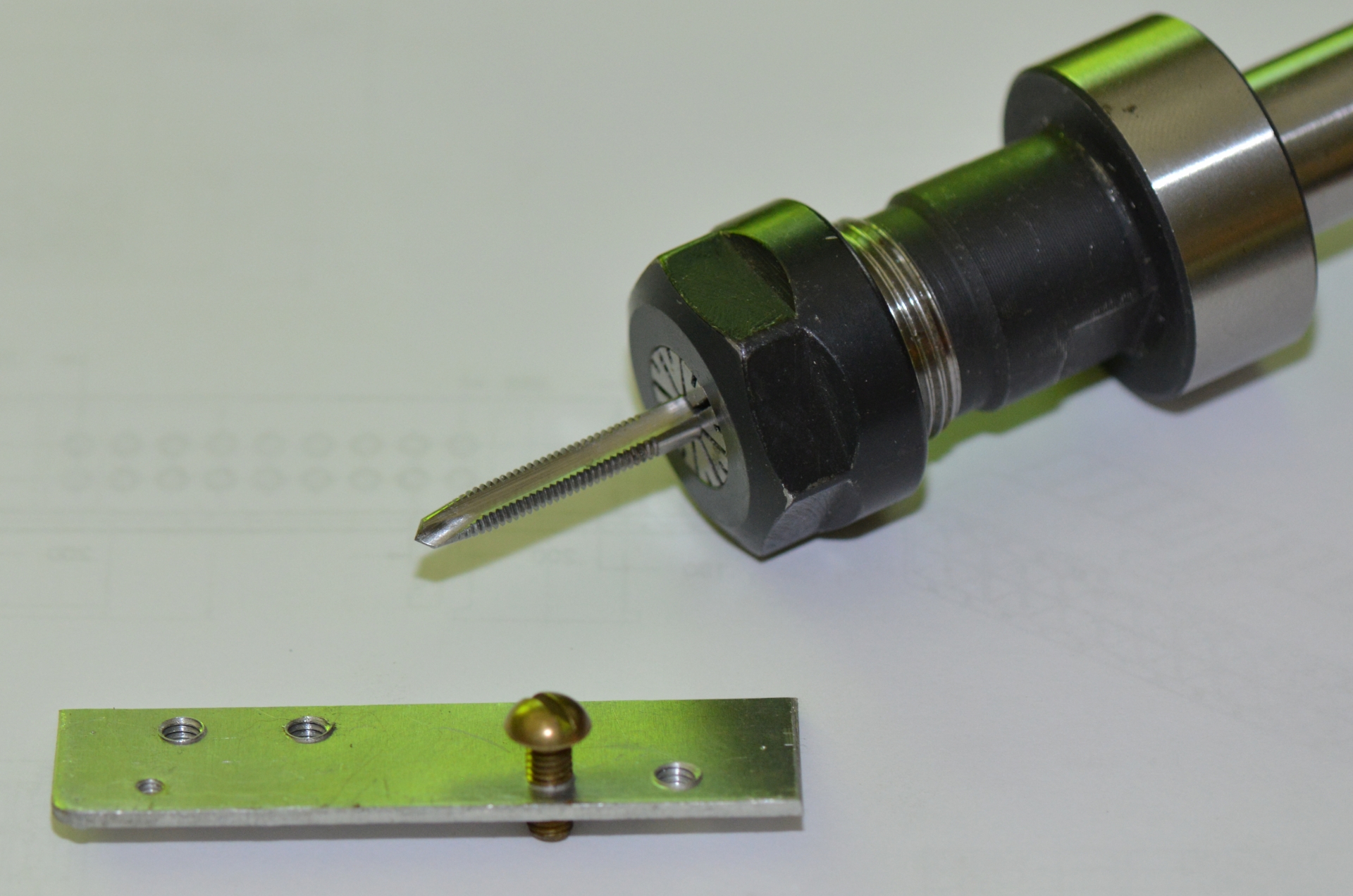
Remember to drill the hole oversize. For example, https://www.natool.com/wp-content/uploads/2019/06/tapdrillsizes-inmet_web_ca tp113-116.pdf) suggests a #1 rather than #7 drill for a 1/4-20 tap. You'll also need more spindle torque than with a cutting tap. -----Original Message----- From: John Dammeyer <[email protected]> Sent: July 10, 2021 8:07 PM To: 'Enhanced Machine Controller (EMC)' <[email protected]> Subject: Re: [Emc-users] Runaway PID spindle. Looks like KBCTools has a few at reasonable prices https://www.kbctools.ca/products/search/?Keyword=thread%20forming%20tap Inexpensive KBC brand https://www.kbctools.ca/itemdetail/1-363A-0326 They also have a brand name at quite a bit more. https://www.kbctools.ca/itemdetail/16B-1420-03B John > -----Original Message----- > From: [email protected] [mailto:[email protected]] > Sent: July-10-21 4:46 PM > To: 'Enhanced Machine Controller (EMC)' > Subject: Re: [Emc-users] Runaway PID spindle. > > The one in the picture came from Fastenal. When they discontinued > selling them and had them on clearance I purchased their inventory of > 8-32 and 4-40 taps. I scored a good supply of Balax (https://www.balax.com/) 2-56 taps from a local flea market. I don't think the seller understood taps without flutes! > > -----Original Message----- > From: John Dammeyer <[email protected]> > Sent: July 10, 2021 6:07 PM > To: 'Enhanced Machine Controller (EMC)' > <[email protected]> > Subject: Re: [Emc-users] Runaway PID spindle. > > Where did you get your forming taps? > > I just ran my 10-32 into a casting remnant. I keep the risers and turn them round for bar stock. In this case a solid coupler. > Clamp in vise, used LED touch sensor to determine center point between > vise jaws and edge of piece. Move over 1/2" , spot, drill and then use LCNC to power tap. > > Why is this one different from the last exmaple? Because I loaded the > 'B' version of the BIT file into the 7i92 and changed the HAL file so > it wouldn't complain that DB25-5 was not available as an output (now stepgen5 DIR) instead of an output connected to DIR for PWM. Change the Pn parameter in the servo to use step/dir instead of 0-10V,IN3 for velocity and direction. > > The odd thing compared to my test bench setup was that I had to change > the sign of the STEP_SCALE to negative to make the spindle motor turn clockwise. > > I then asked it to turn 400 RPM and looked at what the encoder reported for the spindle. Divide the encoder RPM into 400 and > multiply the STEP_SCALE by that to set up the pulley ratio since they aren't quite the same diameter. Now RPM is really close and > tapping starts immediately. No PID needed. > > Freakin awesome! > John > > > > > -----Original Message----- > > From: [email protected] [mailto:[email protected]] > > Sent: July-10-21 2:35 PM > > To: 'Enhanced Machine Controller (EMC)' > > Subject: Re: [Emc-users] Runaway PID spindle. > > > > I haven't been following this thread too closely but why not use > > thread forming taps? They work great in ductile materials such as > > aluminum and there is no problem with chip clearing since there are > > no chips. Just be sure that you drill the right size hole according > > to the tap manufacturer's material (somewhat larger hole than for a normal tap). > > > > On the idea that without a picture it didn't happen, see > > https://www.youtube.com/watch?v=_DmvkC3tOQw > > > > -----Original Message----- > > From: John Dammeyer <[email protected]> > > Sent: July 10, 2021 3:08 PM > > To: 'Enhanced Machine Controller (EMC)' > > <[email protected]> > > Subject: Re: [Emc-users] Runaway PID spindle. > > > > Thanks. > > I've got some really cheap metric ones coming from amazon. Just for > > aluminium castings and to play with. > > John > > > > > -----Original Message----- > > > From: Dave Cole [mailto:[email protected]] > > > Sent: July-10-21 10:39 AM > > > To: [email protected] > > > Subject: Re: [Emc-users] Runaway PID spindle. > > > > > > I think that is a spiral point tap. > > > The flute is straight along the length of the tap then the flute > > > is is ground deeper toward the backside of the cutting edge. > > > > > > AutomationDirect.com sells some really nice taps for reasonable amounts. > > > > > > Dave > > > > > > > > > On 7/9/2021 8:32 PM, John Dammeyer wrote: > > > > The saying we have on another group is if there aren't pictures > > > > it didn't happen. I hand held the camera so depth of field is > > > > out a > > > little on the 10-32 screw head and the macro lens is bad for depth > > > of > > field as it is. > > > > > > > > Short G-Code 200 RPM tapping into really soft aluminium trimmed > > > > off an old box or something. Not sure if this classifies as a > > > > spiral > > > tip tap but even a forming tap would have pushing this soft metal around. > > > > > > > > http://www.autoartisans.com/mill/SpindleControl/Tapping10-32.jpg > > > > > > > > John Dammeyer > > > > > > > > > > > > > > > > > > > > _______________________________________________ > > > > Emc-users mailing list > > > > [email protected] > > > > https://lists.sourceforge.net/lists/listinfo/emc-users > > > > > > > > > _______________________________________________ > > > Emc-users mailing list > > > [email protected] > > > https://lists.sourceforge.net/lists/listinfo/emc-users > > > > > > > > _______________________________________________ > > Emc-users mailing list > > [email protected] > > https://lists.sourceforge.net/lists/listinfo/emc-users > > > > > > > > _______________________________________________ > > Emc-users mailing list > > [email protected] > > https://lists.sourceforge.net/lists/listinfo/emc-users > > > > _______________________________________________ > Emc-users mailing list > [email protected] > https://lists.sourceforge.net/lists/listinfo/emc-users _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}