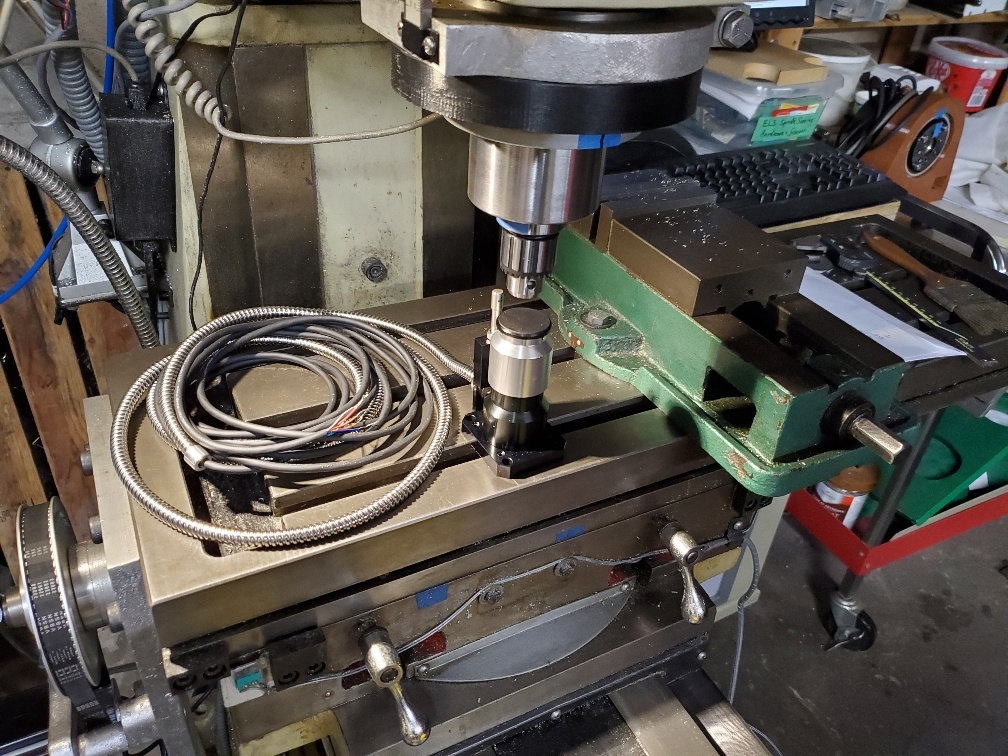
I attached one to a magnetic base. On Tue, Nov 29, 2022, 10:57 PM John Dammeyer <[email protected]> wrote:
> A few photos of your mounted setup would be really helpful. If you can't > post them to the list just pm me. > Thanks > John > > > -----Original Message----- > > From: Feral Engineer [mailto:[email protected]] > > Sent: November-29-22 5:37 PM > > To: Enhanced Machine Controller (EMC) > > Subject: Re: [Emc-users] Tool Height Sensor Position > > > > Mine are all permanently mounted, as a proper tool height setter should > be. > > > > Phil T. > > The Feral Engineer > > > > Check out my LinuxCNC tutorials, machine builds and other antics at > > www.youtube.com/c/theferalengineer > > > > Help support my channel efforts and coffee addiction: > > www.patreon.com/theferalengineer > > > > Order one of the coolest label makers on the market at > > http://labelworks.epson.com, use coupon code "theferalengineer" and > receive > > 20% off of your order ?? > > > > On Tue, Nov 29, 2022, 8:25 PM John Dammeyer <[email protected]> > wrote: > > > > > My tool height sensor arrived today. Needless to say I dropped > everything > > > (almost) to play with it. Nicely sensitive. Good over travel before > NC > > > sensor opens so that second switch could be in series with Z axis > limit. > > > > > > The photo here > > > http://www.autoartisans.com/mill/TouchProbe/TouchPosition-1.jpg > > > shows the location the table goes to for the tool change position. > Just a > > > tad off X and Y limit switches. > > > > > > I've placed the sensor under that location to eyeball where it would > > > likely be the best place to mount. Trouble is I'm not really happy > with > > > the idea of a permanent mount. It's really in the way. > > > > > > I could move it to the back of the table but all that space to the left > > > for clamping or even just sliding the vise out of the way is still > > > obstructed by the sensor. > > > > > > Since I'm using TTS holders for most things (face mill and larger drill > > > chucks are R8) so for a standard make 5 of something I can see setting > the > > > tools into the LinuxCNC tool table, changing tools and the setter isn't > > > even needed once the tools have had their length entered into the tool > > > table. > > > > > > It's when I need that one or two tools like drill bits that need to be > > > measured on the fly that a tool change and then tool measurement > operation > > > are needed. > > > > > > For the LinuxCNC users out there, using a tool height sensor similar to > > > this what do you do? > > > > > > Leave it in place forever? > > > > > > Leave it in place for the job? > > > > > > Place it and hold down with say a toggle clamp (or something) when > needed? > > > > > > I realize this will be an "It depends" answer. > > > > > > There's also the option to hook up air to clean the top and not even > > > bother with the tool table length entry. Just measure it each time but > > > that seems time consuming. > > > > > > Thanks > > > John > > > > > > > > > _______________________________________________ > > > Emc-users mailing list > > > [email protected] > > > https://lists.sourceforge.net/lists/listinfo/emc-users > > > > > > > _______________________________________________ > > Emc-users mailing list > > [email protected] > > https://lists.sourceforge.net/lists/listinfo/emc-users > > > > _______________________________________________ > Emc-users mailing list > [email protected] > https://lists.sourceforge.net/lists/listinfo/emc-users > _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}