Hello As promised to announce that NGCGUI the possibility of a greater number of variables working properly. I set the value of
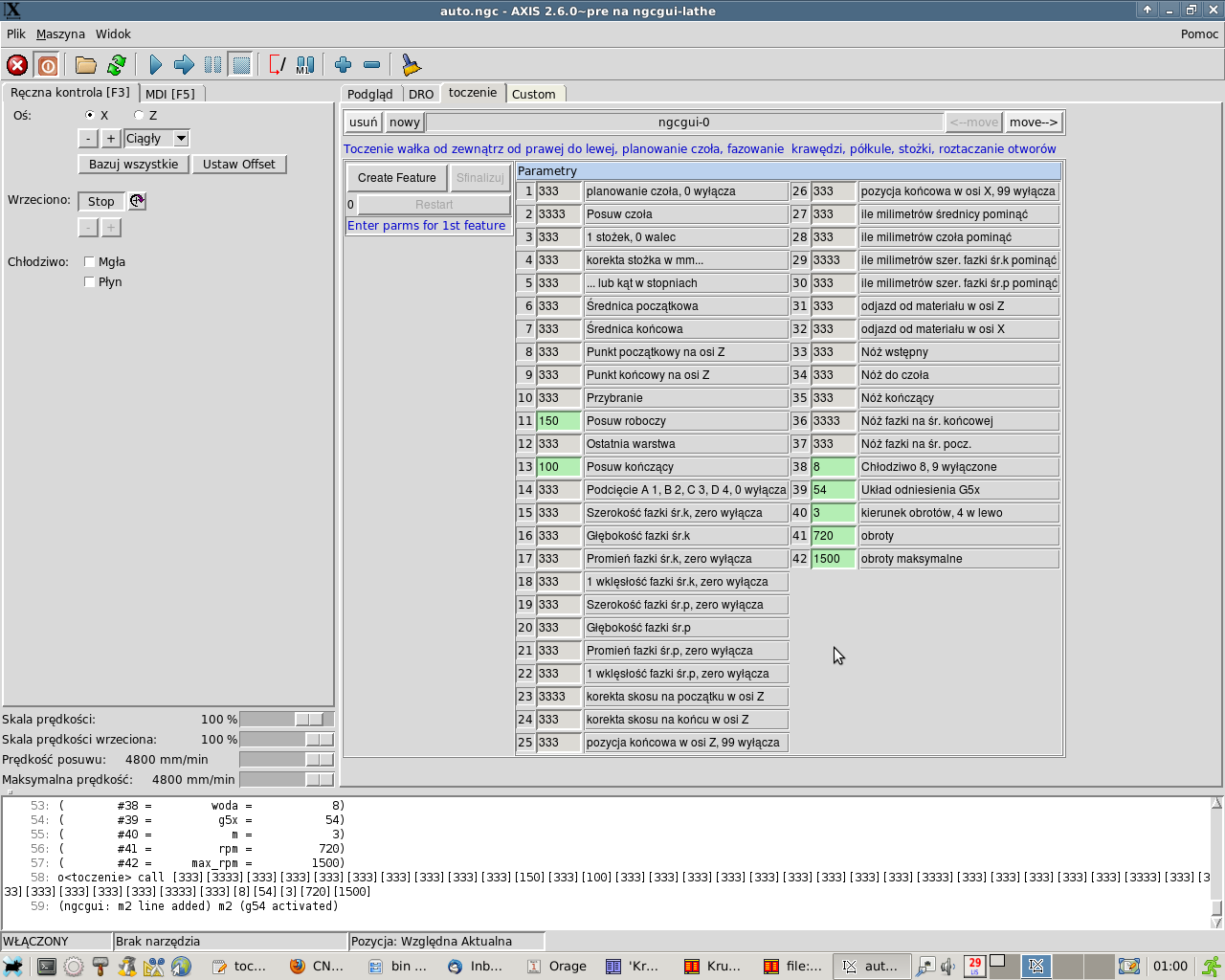
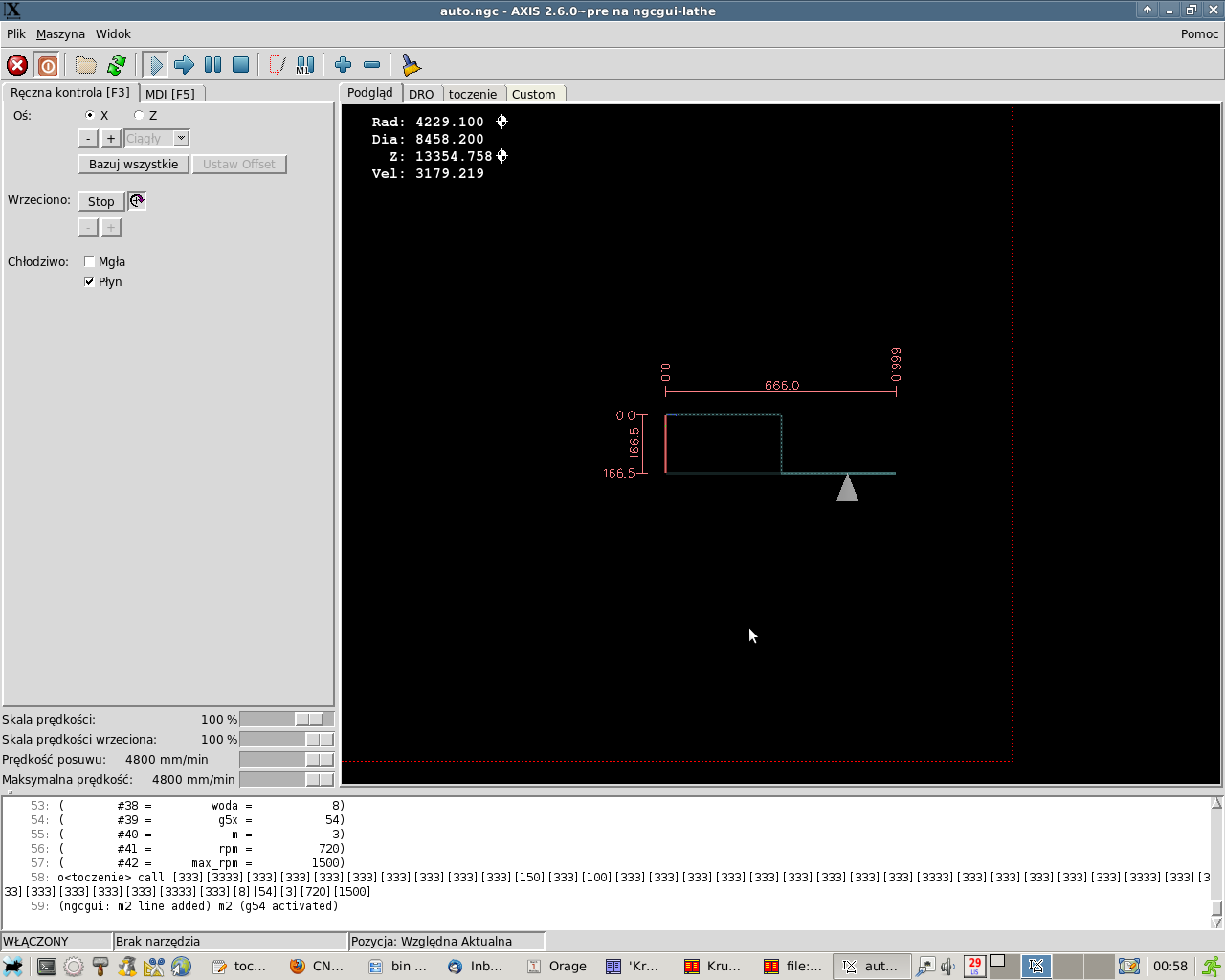
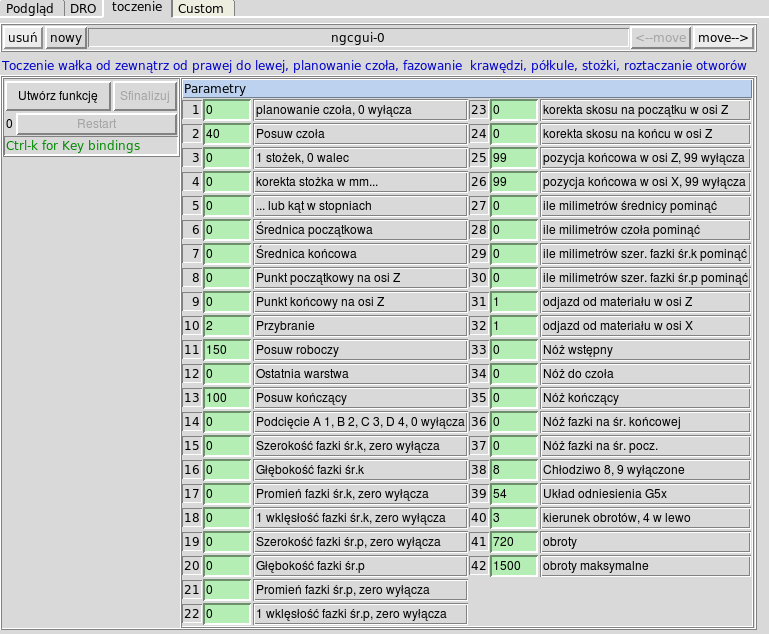
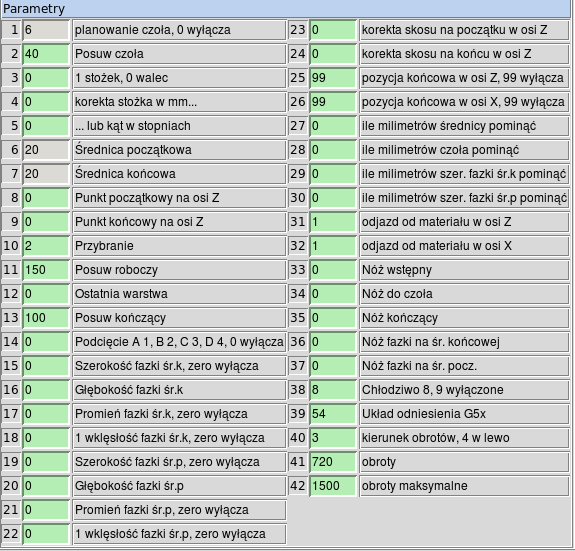
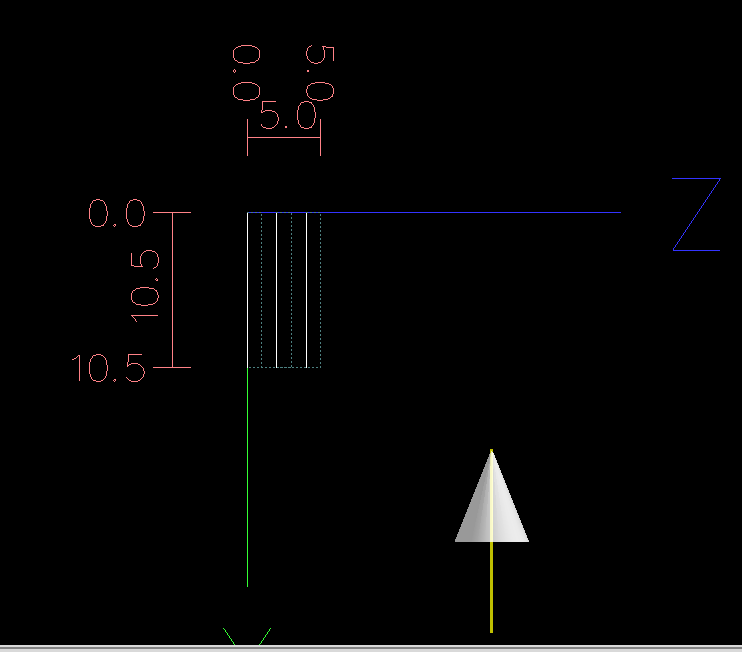
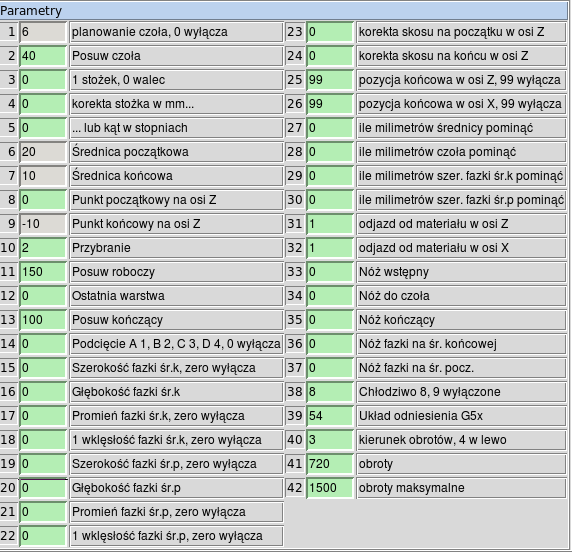
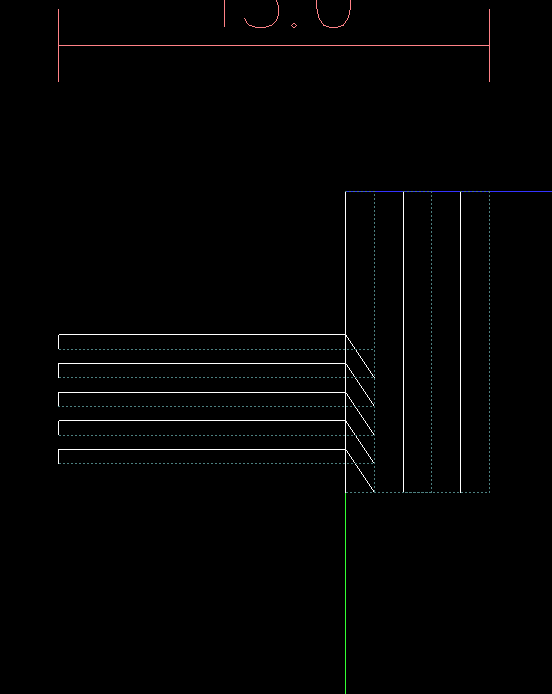
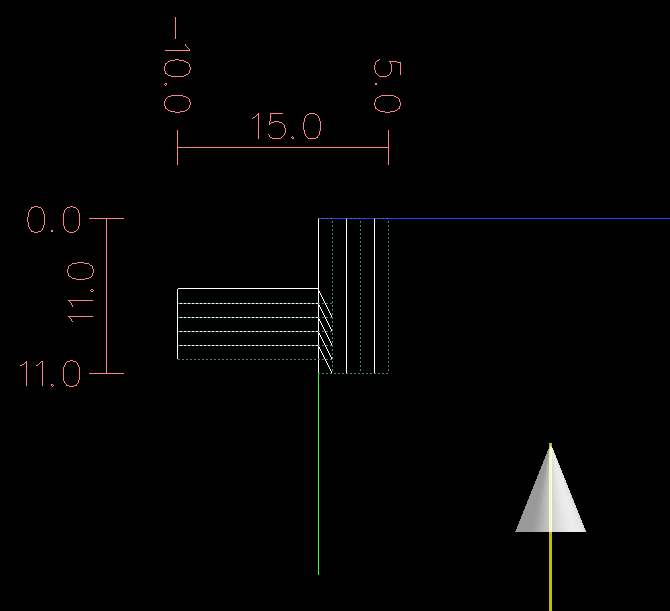
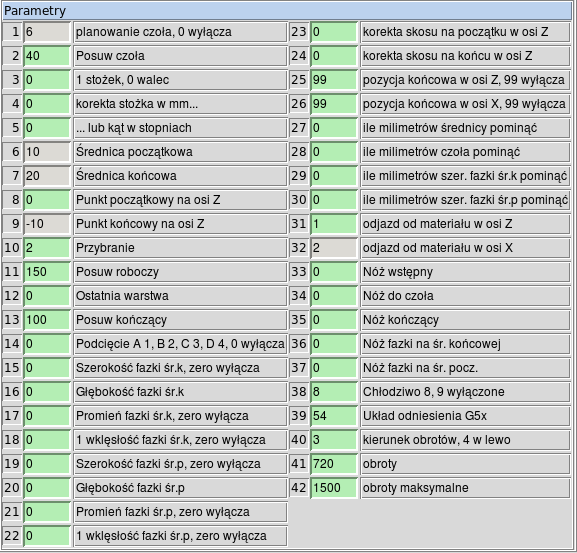
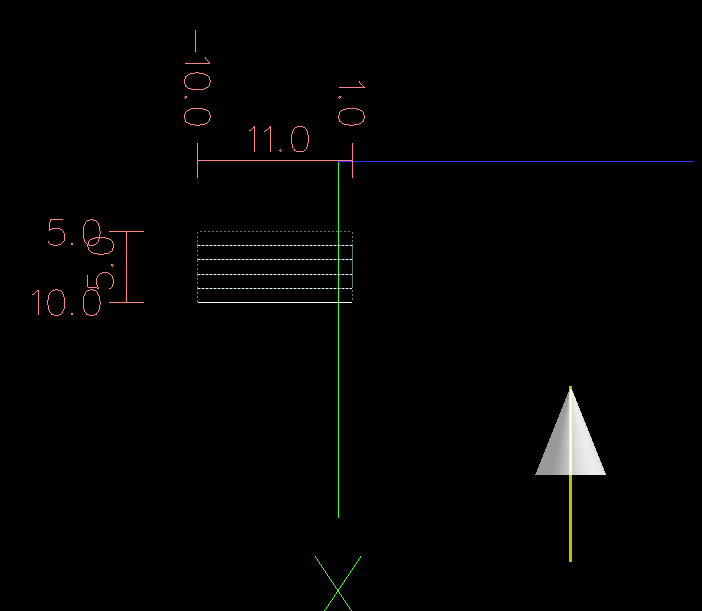
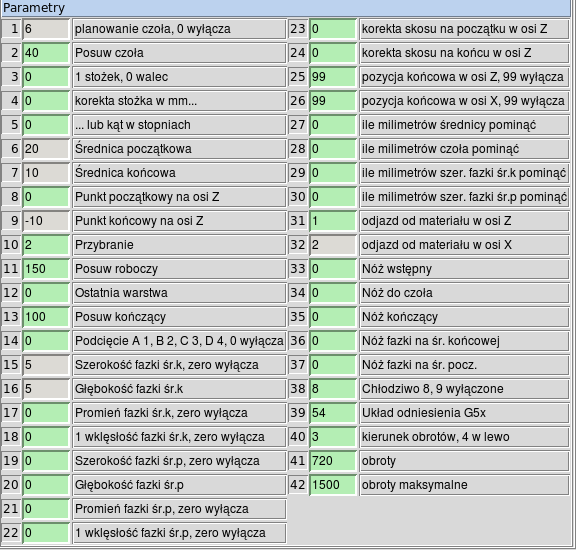
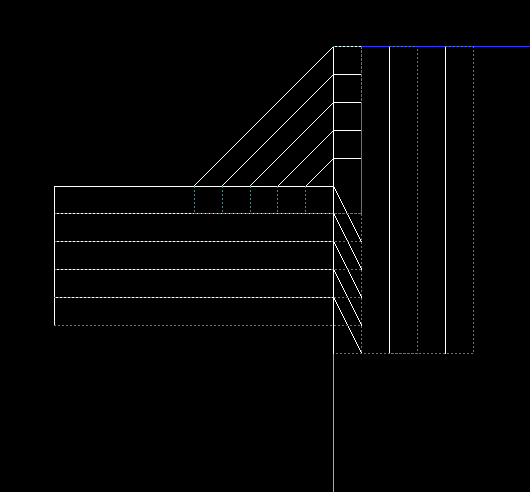
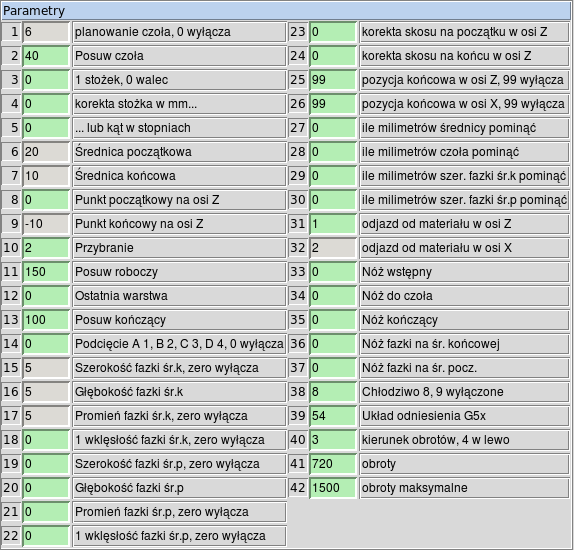
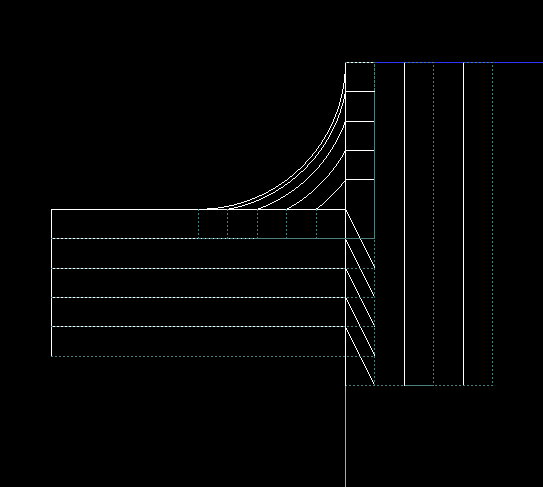
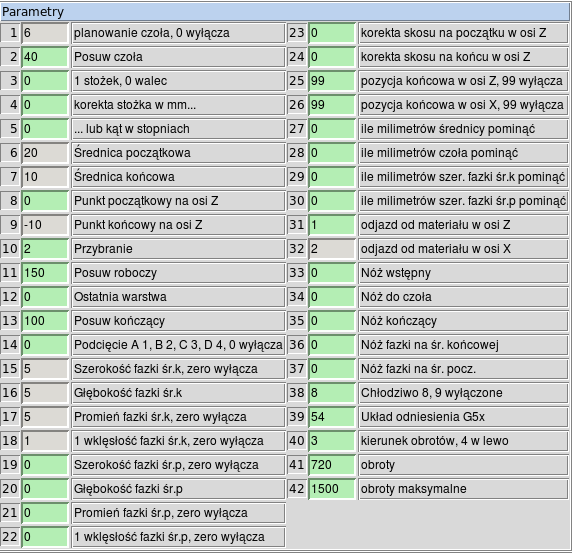
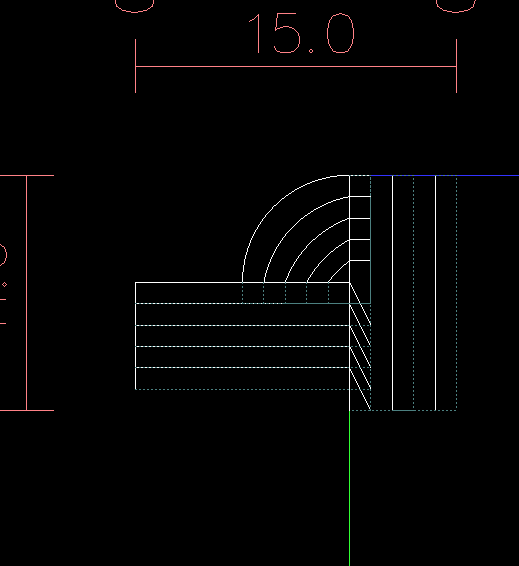
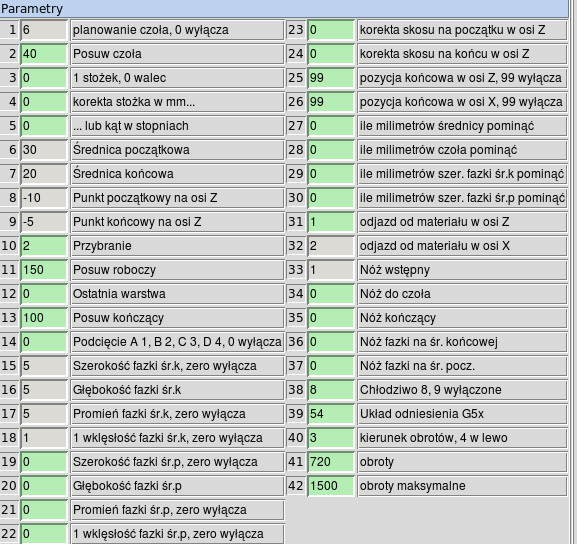
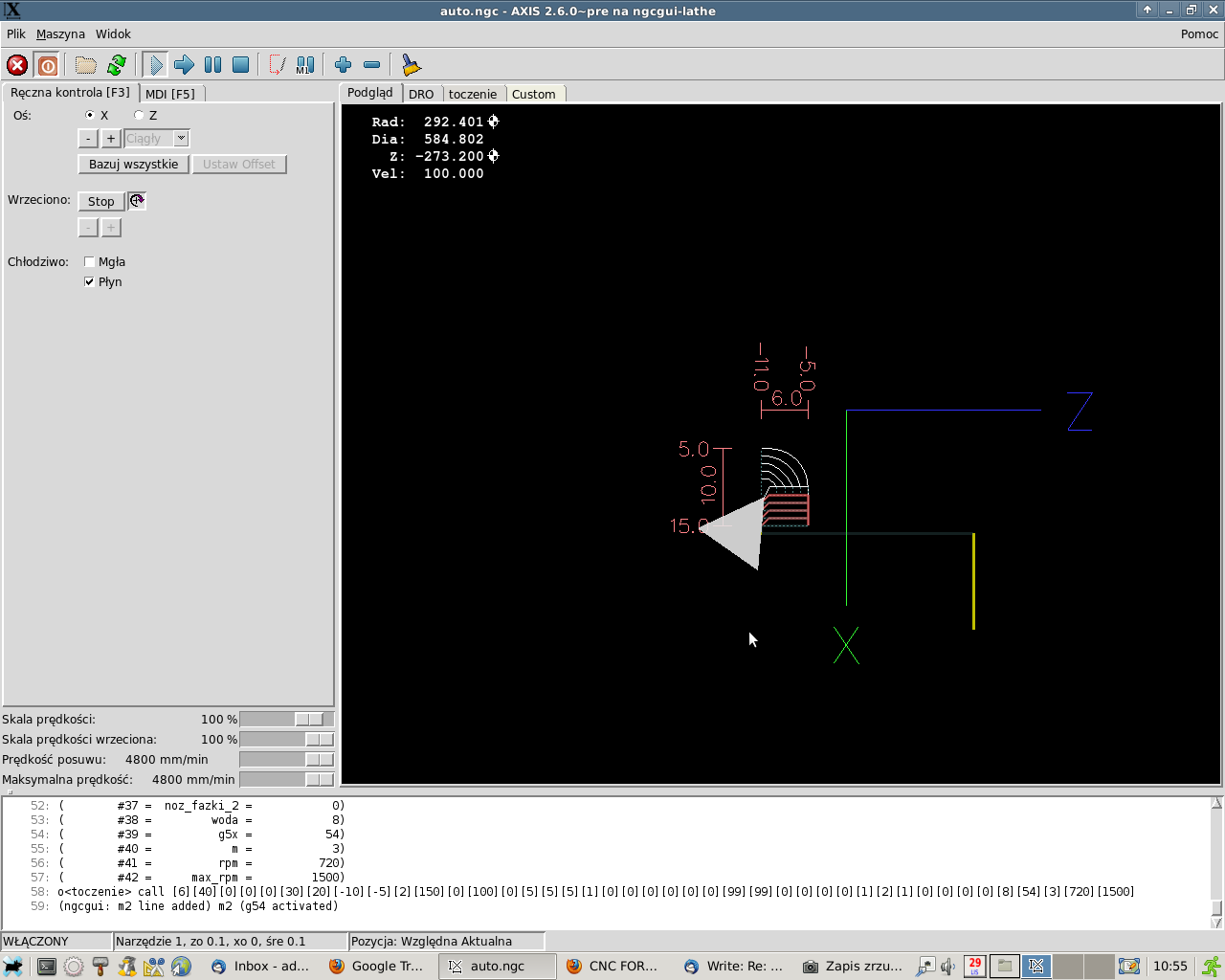
/ / Subroutine parameters # define INTERP_SUB_PARAMS 30 # define INTERP_SUB_ROUTINE_LEVELS 10 # define INTERP_FIRST_SUBROUTINE_PARAM 1 / / Max number of local variables saved (?) # define MAX_NAMED_PARAMETERS 60 as follows / / Subroutine parameters # define INTERP_SUB_PARAMS 60 # define INTERP_SUB_ROUTINE_LEVELS 10 # define INTERP_FIRST_SUBROUTINE_PARAM 1 / / Max number of local variables saved (?) # define MAX_NAMED_PARAMETERS 120 I wrote a large number of random numbers in the form subroutines. Subroutine did not report an error, and even tried to do something. http://www.cnc.info.pl/pics/5caa49e3b1c1.png http://www.cnc.info.pl/pics/d7aa6f4b9fb6.png I'll try to show you what she can http://www.cnc.info.pl/pics/13b7005cfe88.png This is the form subroutines. You can create it, but it will not do anything until it enters the data. Let's start with the operation face - I think it's called what I called "Planowanie czoła". Sorry, my Englisch is poor. Screenshots reveal more. http://www.cnc.info.pl/pics/27aa476bd408.png http://www.cnc.info.pl/pics/c894cffb665c.png I entered 3 values . Procedure face always ends on the Z axis zero Typing 6 in the first window gave scope for the Z axis from 6mm to 0 Filled in two successive fields with initial diameter of 20 mm and a final diameter of 20 mm. Informed in this way, a subroutine that is not cylindrical or conical roll. I changed the value of the final diameter of 10 mm. I gave the value of the end point on the axis of -10 mm. http://www.cnc.info.pl/pics/ac7d0b85b66a.png http://www.cnc.info.pl/pics/dae8a68ee991.png Subroutine performs 'od'. Need to improve the departure from the material in the X axis. http://www.cnc.info.pl/pics/dae8a68ee991.png http://www.cnc.info.pl/pics/c6e761cdf7d2.png Altering the initial diameter smaller than the final diameter. Subroutine does "in". http://www.cnc.info.pl/pics/38134dc4b166.png http://www.cnc.info.pl/pics/021f371078fb.png Automatically disabled face surgery. We return to the "od" and add the taper on the diameter of the final http://www.cnc.info.pl/pics/919f88d9b0dd.png http://www.cnc.info.pl/pics/d2a2667b8a6f.png Add radius, and we have a hemisphere. http://www.cnc.info.pl/pics/0fb185fc1d0a.png http://www.cnc.info.pl/pics/5d8c227ab203.png Select "1" concavity http://www.cnc.info.pl/pics/19bc5c508525.png http://www.cnc.info.pl/pics/c5de4f1de354.png Changing the starting position on the Z axis at -10 mm, the end position on the Z axis to -5 mm and select the tool number 1 We are in from left to right. Face off automatically. http://www.cnc.info.pl/pics/d277e281966a.png http://www.cnc.info.pl/pics/78da3eb55879.png Writing this subroutine will take me some time. Presented here, maybe 1/4 of its current capabilities. Reach them even 3 times as much. NGCGUI allows you to create a complex of several subroutines operations. You can save it to a file by pressing Ctrl-S and do it repeatedly. LinuxCNC to edit it when you should file a record of the procedure NGCGUI automatically create tabs filled with data from the file memorized. Are you planning to enter the import of data from a file to NGCGUI? Regards Miki ------------------------------------------------------------------------------ Keep yourself connected to Go Parallel: VERIFY Test and improve your parallel project with help from experts and peers. http://goparallel.sourceforge.net _______________________________________________ Emc-developers mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-developers
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}