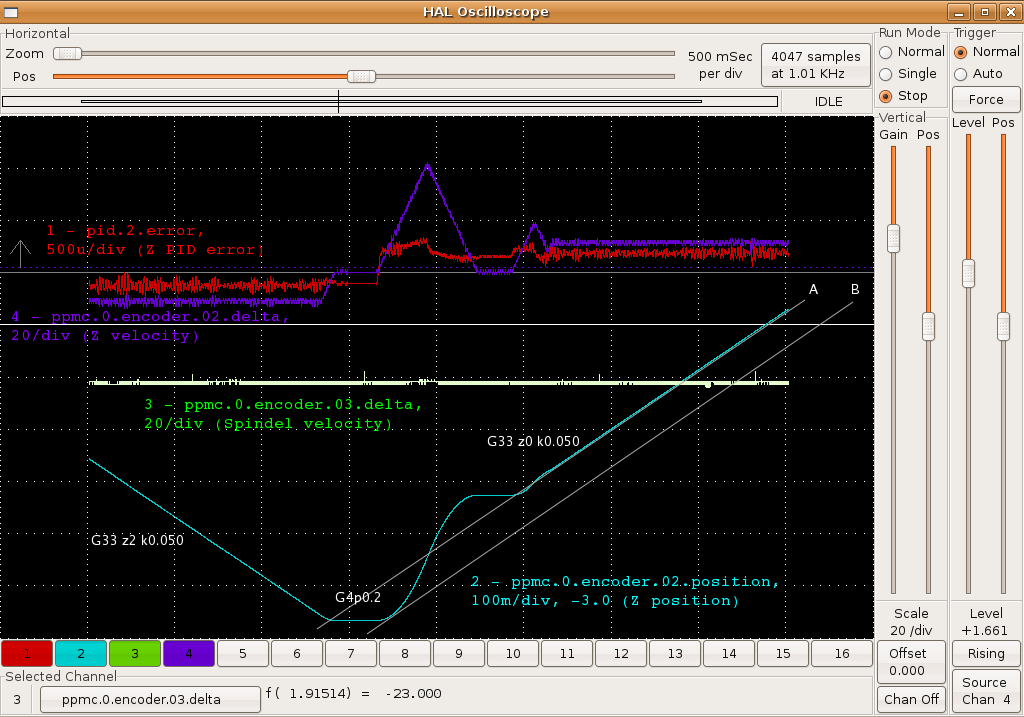
On Sun, Oct 14, 2007 at 06:00:46PM -0700, Kirk Wallace wrote: > http://www.wallacecompany.com/cnc_lathe/HNC/emc2/spindle_sync_surge-1b.png
{kind=link}
Like Jon says, the axis needs some time to sync up with the spindle. The lower your acceleration is, the harder this is to do, and the farther "outside" the thread you need to start your passes. All CNC lathes have this, and the only cure is high acceleration or low spindle speed. That being said, you've found a bug with G33+G4. Adjacent G33 moves are supposed to maintain synchronization. This is the basis for tapered infeed/outfeed on threads, and lets you do other neat stuff too, like change pitch in the middle of a thread. However, the pause in your gcode is something I didn't think about and throws a big wrench in the works. When the G33 after the pause comes in, the motion is WAY behind and you get the surge as it catches up. If you put an unsynchronized move (G0,G1) in between your G33 commands you'll get the behavior you expect. I don't think this will be a trivial fix but I will get to it. For now, just don't use pause like that. Thanks for finding and reporting this one. Chris ------------------------------------------------------------------------- This SF.net email is sponsored by: Splunk Inc. Still grepping through log files to find problems? Stop. Now Search log events and configuration files using AJAX and a browser. Download your FREE copy of Splunk now >> http://get.splunk.com/ _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users