On 08/01/2017 12:41 PM, Kirk Wallace wrote:
I rescued (loosely applied term) this compressor as it was being
loaded on a neighbor's truck on its way to the dump:
http://www.wallacecompany.com/machine_shop/Sears_Compressor2/
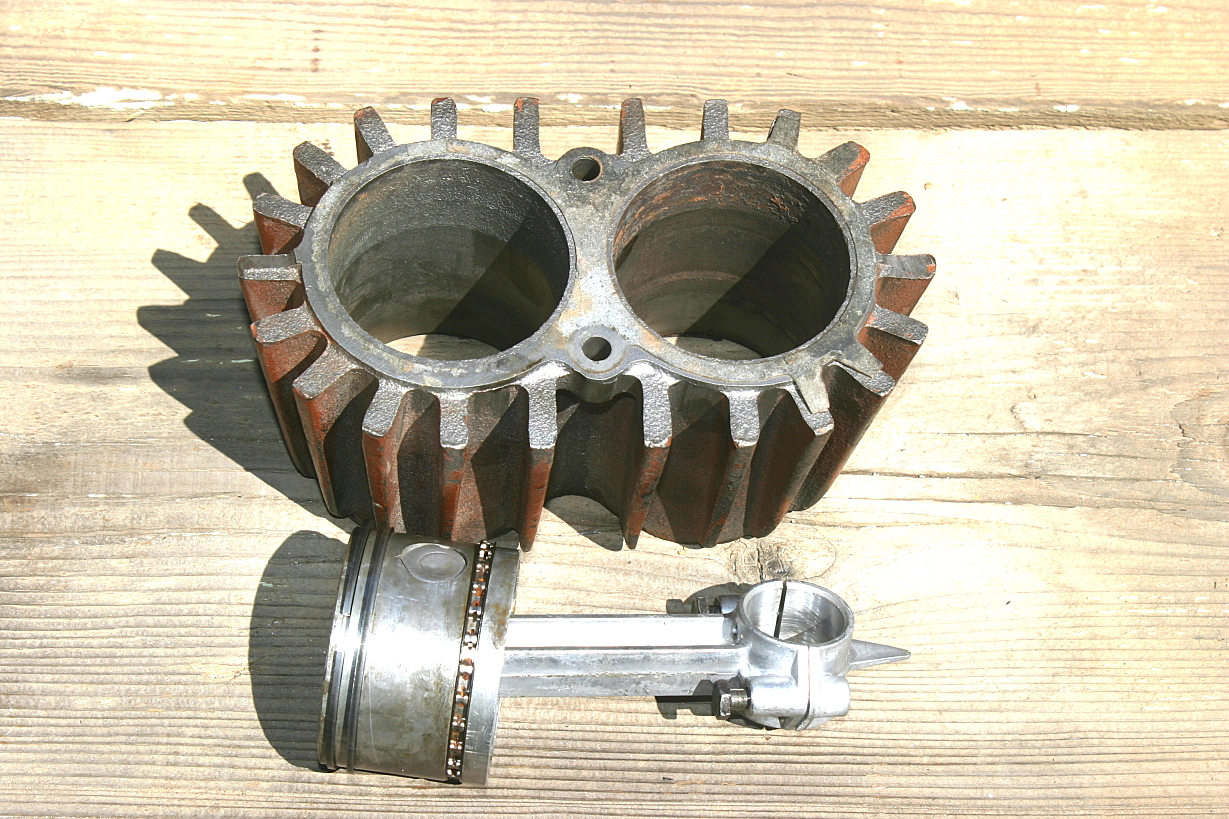
It seems to be in decent shape except the cylinder bores. The plan is
to re-sleeve the bores using:
http://www.ebay.com/itm/391601872464
http://www.wallacecompany.com/machine_shop/Sears_Compressor2/IMG_1949-1a.jpg
http://www.wallacecompany.com/machine_shop/Sears_Compressor2/IMG_1950-1a.jpg
It looks like I can get two four inch long sleeves from the 8.25" long
sleeve(use csl485 with 'find'):
http://www.mellingcylindersleeves.com/Portals/8/pdf_catalog/cylinder_catalog.pdf
My first thought is to set up a boring bar and do a straight plunge in
Z until I get the bore size that I want, but then again I have a CNC
and I'm wondering if it would be better to use an end mill or fly
cutter and do a helical path in Z instead? The plan is to hone to the
final size for the sleeve, set the sleeve (with dry ice), and hone the
sleeve to the final 2.7500" ID.
Has anyone tried helical boring for piston bores?
First question is: What machinery do you have to work on this?
Vertical mill?
Boring head?
What size head?
Lathe with four jaw?
Etc.
Ed.
------------------------------------------------------------------------------
Check out the vibrant tech community on one of the world's most
engaging tech sites, Slashdot.org! http://sdm.link/slashdot
_______________________________________________
Emc-users mailing list
[email protected]
https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}
{kind=link}