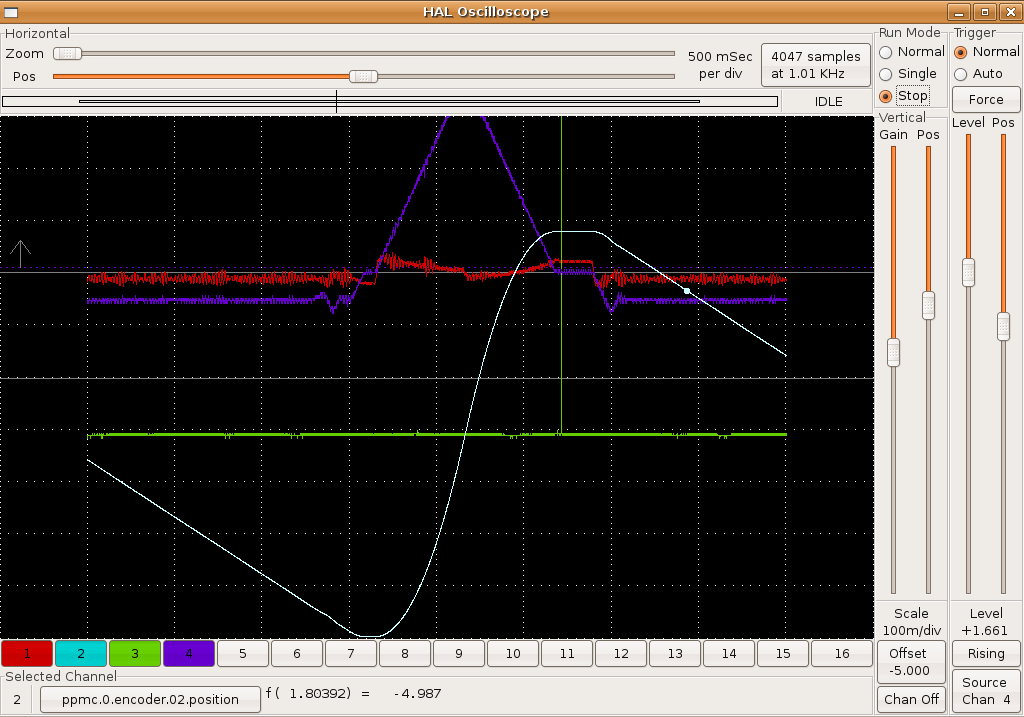
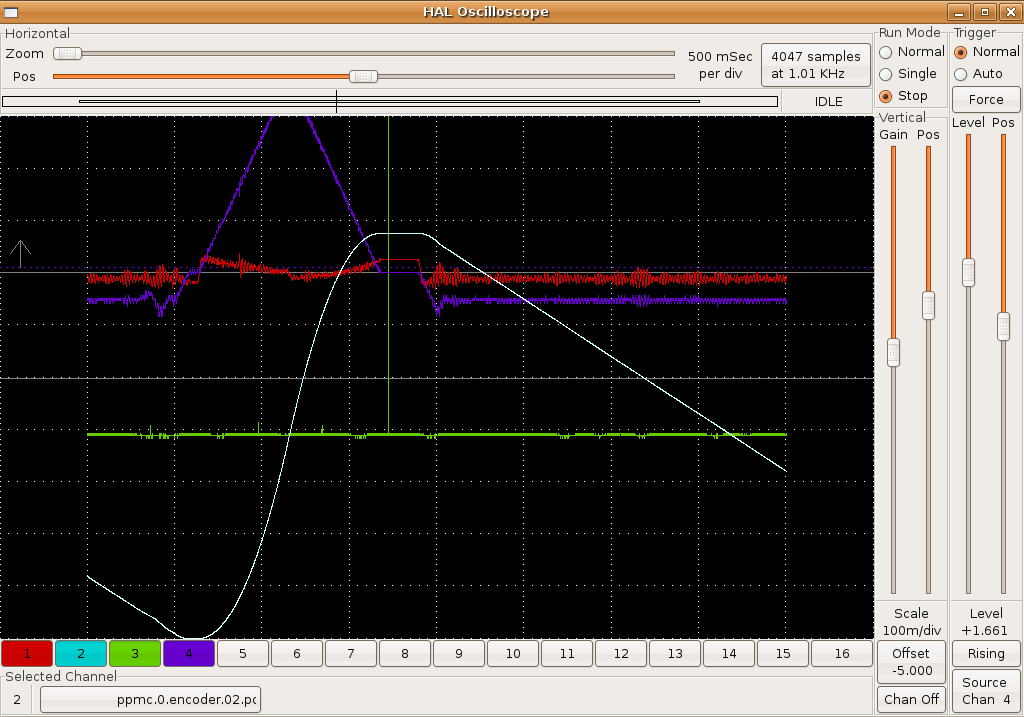
After having some success with my tuning, I went back to making threads without much success. Randomly, but close to every third or fourth pass comes out being about a half thread off. I have Halscope graphs here:
http://www.wallacecompany.com/cnc_lathe/HNC/emc2/g76-bad.png http://www.wallacecompany.com/cnc_lathe/HNC/emc2/g76-good.png They aren't annotated but have the same configuration as my other graphs. For a reference, I put a bar in the collet and touched off. I invoked my G76 program and E-stopped after the first pass. I then touched-off X such that the cutter came close to the bar, but not touching on the last pass of the G76. I re-ran the program and screen copied good an bad passes determined by comparing the tool position to the reference pass I made at the beginning. I can't really see much difference between the "good" and "bad" graphs ,but there was an obvious indication with the tool and reference pass. I assume that the spike in the spindle velocity data is due to a counter reset at the start of each pass? Another problem, that I had read about a while back, cropped up too. When I invoke the touch-off dialog, I get a "Bad Number" error unless the first thing I do is forward arrow and leave at least the original leading zero in the data entry box. Any help with these would be appreciated. -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe Bridgeport mill conversion pending Zubal lathe conversion pending) ------------------------------------------------------------------------- This SF.net email is sponsored by: Splunk Inc. Still grepping through log files to find problems? Stop. Now Search log events and configuration files using AJAX and a browser. Download your FREE copy of Splunk now >> http://get.splunk.com/ _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}
{kind=link}