On Fri, 2009-04-17 at 11:38 -0500, Jon Elson wrote: > Kirk Wallace wrote: > > Whatever it is, it looks like I have it too. I ran the long version four > > times with #4=0.050 without any problems. Then before shutting down for > > the night, I ran one part at #4=0.083333. At the start of the thread the > > Z would aggressively move then almost come to a stop in the middle of > > the pass, then surge again and nearly stop at the end of the pass. I let > > the thread loop go for a five or six more passes. Each pass followed the > > previous with a slight variation. I know I should do some HALscope > > captures, but I haven't used HALscope for a while so I need to plan out > > what I need to do. I am running 6.06 with all of the automatic updates > > as of today. I can get into more detail later. My lathe configuration is > > here: > > http://www.wallacecompany.com/cnc_lathe/HNC/ > > > > > OK, any data is better than no data, even if it means trouble! > > So, we need to know EMC version,
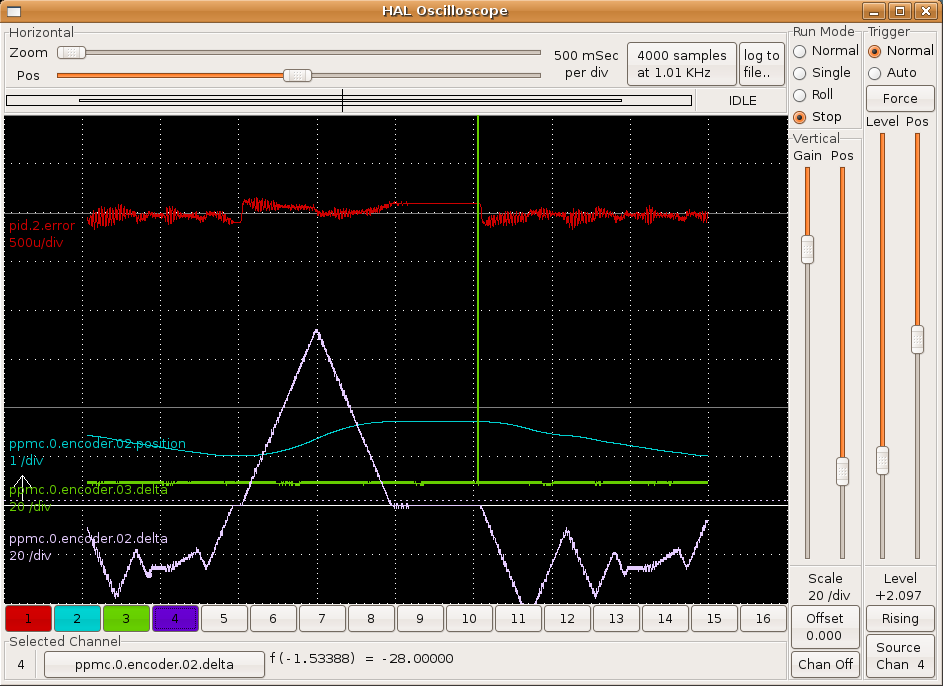
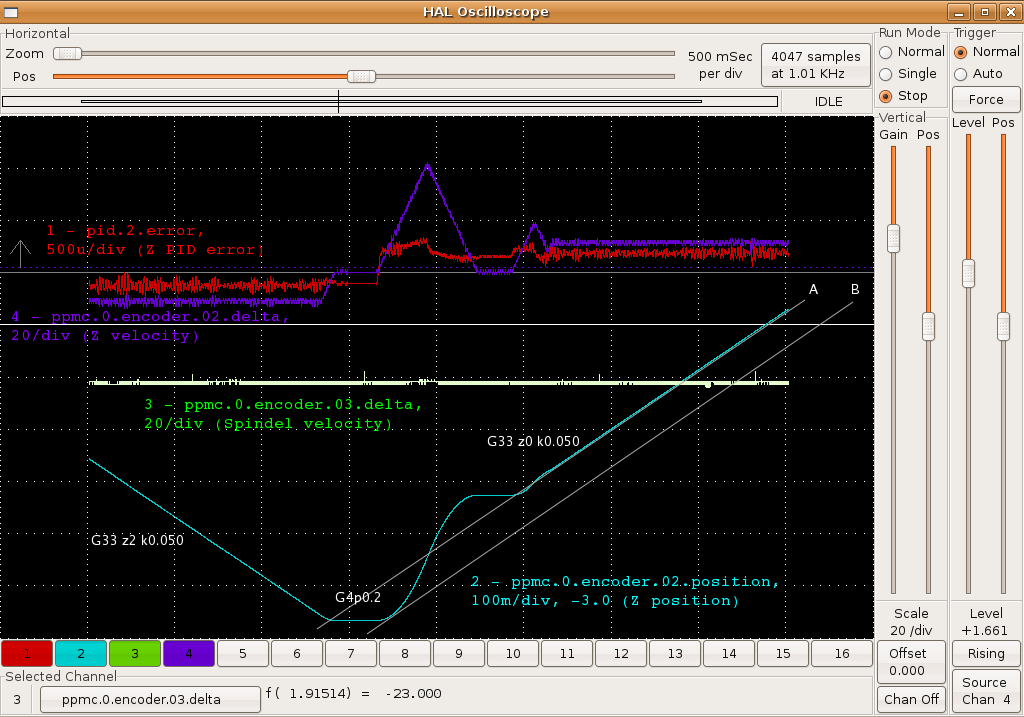
2.2.8 > controller board version (on the EPROM > at U4) USC (with UPC chip) SN:0047 Rev. 2.2 9/1/2005 > and also what speed the spindle was running at. 400 RPM > Can you run it at slightly finer pitch? .080 to .060 decreases the effect > I am strongly suspecting, > despite what Richard Harris wrote, that this has to be a problem > somewhere in EMC, as the ppmc driver and the controller board have no > way to know what thread is ABOUT to be cut. > > Any halscope traces that show the behavior of the pins > ppmc.0.encoder.0x.index-enable (the X represents whichever encoder > channel has the spindle on it) or motion.spindle-index-enable and > ppmc.0.encoder.0x.position or motion.spindle-revs should be quite useful. HALscope screen shots: http://www.wallacecompany.com/machine_shop/HNC/4at083333-1.png http://www.wallacecompany.com/machine_shop/HNC/4at083333-2.png > First, we have to determine if somehow the UPC board is saying it saw > the index pulse, but not resetting the spindle position count. > One possibility is some condition is clearing the index-enable signal > from software instead of letting the encoder counter find the index. > I wish I could see this problem here, then I could dig in until I find > the source. > > > Jon I think in my case at least, I'm asking for impossible accelerations. When I looked at this before: http://www.wallacecompany.com/cnc_lathe/HNC/emc2/spindle_sync_surge-1b.png I decided to allow enough lead-in to have the Z settle before cutting. -- Kirk Wallace http://www.wallacecompany.com/machine_shop/ http://www.wallacecompany.com/E45/index.html California, USA ------------------------------------------------------------------------------ Stay on top of everything new and different, both inside and around Java (TM) technology - register by April 22, and save $200 on the JavaOne (SM) conference, June 2-5, 2009, San Francisco. 300 plus technical and hands-on sessions. Register today. Use priority code J9JMT32. http://p.sf.net/sfu/p _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}
{kind=link}
{kind=link}