"comment about corner frequency with stepper motors _might_ well be valid as long as the maximum current for each step is reached before or at the end of the ste"
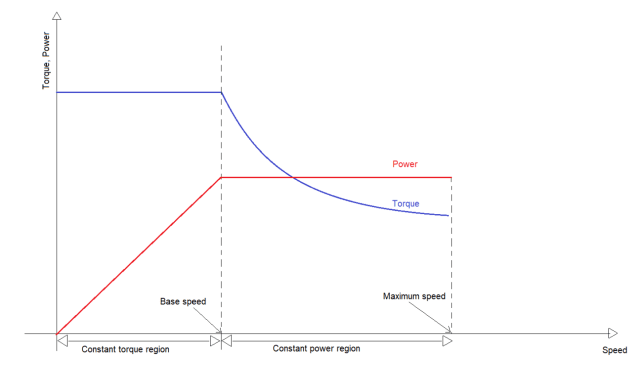
Yes, that is exactly what the corne frequency is ... the step frequency at which the current no longer reaches the desired value before the end of the step. It's obviously dependent on inductance and maximum available drive voltage. On Sat, 5 Feb 2022 at 11:50, Robin Szemeti <[email protected]> wrote: > John, > > You are fundamentally incorrect when you state " the torque of the motor > to drop off the faster it goes" .. although the back EMF is correct, with a > modern current limited drive, the torque is flat until the corner > frequency, then drops off ... up to the corner frequency the torque is > constant with a good current-limited drive, above the corner frequency the > torque drops off, power is constant. You are perhaps confusing the raw > torque/speed curve of a motor fed from a constant voltage source, which is > useful but is not how they are typically used in practice. > > > https://res.cloudinary.com/engineering-com/image/upload/w_640,h_640,c_limit,q_auto,f_auto/image002_bezhrr.jpg > > On Sat, 5 Feb 2022 at 09:00, John Dammeyer <[email protected]> wrote: > >> Hi Chris, >> My issue is that a comment about corner frequency with stepper motors >> _might_ well be valid as long as the maximum current for each step is >> reached before or at the end of the step. But the motor is turning pretty >> slowly there compared to how they are used in real life. >> >> However the comment about corner frequency with respect to steppers >> perhaps is only backed by alternative facts? >> >> I must admit I've not investigated in detail the closed loop steppers. >> The price of an industrial version I worked with was more than the price of >> an AC servo and at higher speeds I could stop the pulley with my fingers. >> Yes. It faulted. But that isn't really the point. The DC and AC servos at >> higher speeds just work better. >> >> Stepper motors work great at low speeds usually directly coupled. >> Contrary to popular belief the micro-stepping doesn't improve resolution >> but gets rid of resonance and gives the appearance of better resolution. >> But it doesn't change the fact that the current still has to reverse every >> full step. I believe that in fact Gecko drives improve high speed torque >> by switching back to full step mode above the resonance velocity. >> >> Now instead of 0.707 x max current in both windings (at the most) we're >> back to 100% in both with an increase in torque. Absolutely nothing to do >> with corner frequencies whatever they might be or how they are determined. >> >> John >> >> >> >> >> >> > From: Chris Albertson [mailto:[email protected]] >> > >> > John, >> > >> > You described it correctly. But I think what Robin meant by "Corner >> > Frequency" might be the peak of the power vs. RPM graph. Basically, the >> > frequency where power output starts to fall with RPM. >> > >> > But now it can get worse, or really better but more complex. We have >> > these so-called "closed loop stepper drivers and also a few people are >> > running the steppers as if they were many-pole BLDC analog (continuous, >> > non-stepping) mortors >> > >> > On Fri, Feb 4, 2022 at 2:39 PM John Dammeyer <[email protected]> >> wrote: >> > >> > > I disagree. The physics of the motor, which include inductance along >> with >> > > the generated back emf from the motor spinning in the magnetic field, >> is >> > > what cause the torque of the motor to drop off the faster it goes. >> > > >> > > The problem is to spin a stepper motor you have to not just change to >> a >> > > new winding like a DC motor does but completely reverse the direction >> of >> > > the current through the winding. In order to do that you have to >> deal with >> > > the collapsing magnetic field and counter the resulting generated >> voltage >> > > which is based on the inductance of the windings. >> > > >> > > That's why the winding voltage of a stepper motor might be only 2V to >> get >> > > the rated 3A but you need 48V to make it turn quickly. And because >> of the >> > > inductance and collapsing field, time is required to change the >> direction >> > > of the current through the winding. If that time is longer than the >> next >> > > direction change then you never reach max current through the >> windings and >> > > you don't develop full torque. That's why a stepper motor with a 24V >> power >> > > supply has the same holding torque as one with a 48V power supply. >> The >> > > current limiting of the drive holds the winding current at 3A. But >> run it >> > > at 24V or at 48V you get a totally different torque curve. >> > > >> > > If you are going to mention something called the corner frequency of a >> > > stepper motor+drive please show us the graphs and specifications. I >> > > haven't been able to find that rating on any stepper motor. >> > > >> > > Perhaps you can point it for this one? >> > > http://www.automationtechnologiesinc.com/download/9259/ >> > > >> > > And explain how you determined that corner frequency? >> > > John >> > > >> > > >> > > >> > > >> > > >> > > >> > > >> > > > -----Original Message----- >> > > > From: Robin Szemeti via Emc-users [mailto: >> > > [email protected]] >> > > > Sent: February-04-22 2:01 PM >> > > > To: Enhanced Machine Controller (EMC) >> > > > Cc: Robin Szemeti >> > > > Subject: Re: [Emc-users] What Would You Suggest? >> > > > >> > > > What people continually get totally wrong with steppers is failing >> to >> > > > understand that the maximum power is delivered at the corner >> frequency, >> > > and >> > > > power output is constant above that. >> > > > >> > > > If you have an application that needs to move at say 2m a minute >> and your >> > > > stepper stalls, there seems to be some crazy logic that says to >> people >> > > "Oh, >> > > > the stepper stalled because it was going too fast, I need to change >> the >> > > > gearing so the motor spins more slowly" .. which is of course ass >> > > backwards. >> > > > >> > > > The stepper stalled because the power output of the motor was less >> than >> > > the >> > > > power requirement of the machine ... to increase the power output >> of the >> > > > motor, you need to spin it faster, not slower. Steppers motors are >> > > capable >> > > > of excellent performance but they do need to be used correctly ... >> sadly, >> > > > in most amateur applications they are not. >> > > > >> > > > If the corner frequency with your drive and voltage is at around >> 2000 >> > > steps >> > > > per second and you are only ever delivering 1000 steps per second, >> you >> > > can >> > > > never got more than half the mechanical power out that the motor is >> > > capable >> > > > of. >> > > > >> > > > On Fri, 4 Feb 2022 at 17:13, John Dammeyer <[email protected]> >> > > wrote: >> > > > >> > > > > >> > > > > >> > > > > > From: Kenneth Lerman [mailto:[email protected]] >> > > > > > The longitudinal travel is just over a foot, and it takes about >> 3-1/2 >> > > > > turns >> > > > > > of the crank to go that distance. I'm thinking around a second >> per >> > > turn >> > > > > > would be about the maximum. So, that's 60 RPM. I'm thinking of >> a 1:6 >> > > > > ratio >> > > > > > on the timing belt pulleys, so that's 360 RPM at the stepper >> which is >> > > > > > pretty slow. A full stepping rate would be 200 * 360/60 => 200 >> * 6 >> > > which >> > > > > is >> > > > > > only 1200 steps per second. >> > > > > >> > > > > You won't want to run full step. A minimum should be 8 >> > > micro-steps/step >> > > > > to avoid resonance and loss of position or lockup. I'd measure >> the >> > > torque >> > > > > required to move the table by attaching a lever to the hand wheel >> that >> > > is >> > > > > say 1' long. Set it horizontal and start hanging weight onto the >> end >> > > to >> > > > > get ft-lbs or ft-in until it turns. That's the torque required to >> > > overcome >> > > > > static friction. Double that to choose your motor. >> > > > > >> > > > > Say that is 1 ft-lb or 192 oz-in. If you choose 3:1 for your >> > > reduction >> > > > > ratio you get 600 oz-in. Look at the motor torque curve (they >> are all >> > > > > different and if the supplier can't give you that buy one >> somewhere >> > > else) >> > > > > and see where the torque drops below 400 oz-in. Say that's 180 >> RPM. >> > > > > That's 3 RPS which multiplied by 2000 steps per rev for >> micro-stepping >> > > is >> > > > > 6000 steps/second which achieves your 1 RPS on the handle. >> > > > > >> > > > > Or if you find it's 2 ft-lb or 400 oz-in choose a much larger >> motor >> > > like >> > > > > 1200 oz-in >> > > > > http://www.automationtechnologiesinc.com/download/9259/ >> > > > > Notice the curve at 3000 half steps per second is about 3.2NM. >> That's >> > > > > 12,000 steps per second (7.5RPS) with 8 micro-steps per step well >> > > within >> > > > > the reach of even a parallel port controller and 450 oz-in. >> That's >> > > well >> > > > > above the 1 RPS you need and even just 3:1 still gives you 1600 >> oz-in. >> > > > > >> > > > > My two cents... >> > > > > John Dammeyer >> > > > > > >> > > > > > An alternative would be to provide more gearing, but I don't >> think >> > > it's >> > > > > > practical to get more than about a six to one ratio in a single >> belt >> > > > > > reduction and I'd like to avoid mechanical complexity if I can. >> > > > > > >> > > > > > Thoughts? >> > > > > > >> > > > > > Ken >> > > > > > >> > > > > > Kenneth Lerman >> > > > > > 55 Main Street >> > > > > > Newtown, CT 06470 >> > > > > > >> > > > > > >> > > > > > >> > > > > > On Fri, Feb 4, 2022 at 7:13 AM Chris Albertson < >> > > > > [email protected]> >> > > > > > wrote: >> > > > > > >> > > > > > > If looking for lowest cost solution you can us the old "Atom" >> > > computer >> > > > > to >> > > > > > > control the grinder as long as you do not need to run the >> mill and >> > > > > > > grider at the same time. Get an Eiternet interface Mesa card >> for >> > > the >> > > > > new >> > > > > > > machine, You need two config files, just load the one for the >> > > mill or >> > > > > the >> > > > > > > one for the grinder. >> > > > > > > >> > > > > > > Then someday you buy a second computer you only have to move >> the >> > > > > Ethernet >> > > > > > > cable over. The best option is a newer version of the >> Atom. They >> > > > > seem to >> > > > > > > sell for just under $200. Finally Newegg.com always has many >> > > used oe >> > > > > > > refurb PCs Used PCs sourced locally can be a cheap as "free" >> > > > > > > >> > > > > > > But 9ld PCs tend to burn up a lot of power. I am trying to >> get >> > > mone >> > > > > to do >> > > > > > > "wake on LAN" so it can not use power until I need to log >> onto it >> > > > > > > >> > > > > > > On Thu, Feb 3, 2022 at 6:52 PM Kenneth Lerman < >> [email protected]> >> > > > > wrote: >> > > > > > > >> > > > > > > > I'm considering converting a surface grinder to CNC. To >> start, >> > > I'll >> > > > > > > > probably just convert the longitudinal and transverse axes. >> > > > > > > > >> > > > > > > > I'll go with steppers for this -- I'm thinking NEMA-42 >> motors. >> > > > > > > > >> > > > > > > > My current Bridgeport clone uses servos and Jon Elson's >> hardware >> > > on a >> > > > > > > > little Intel Atom Box. I'm thinking of using a Rpi for >> this. It >> > > will >> > > > > > > need a >> > > > > > > > minimal display/control panel when completed, but initially >> will >> > > > > need a >> > > > > > > > display with touchscreen or mouse and possibly a keyboard. >> In the >> > > > > long >> > > > > > > run, >> > > > > > > > some buttons. and perhaps an mpg might be useful. >> > > > > > > > >> > > > > > > > I'd like to use a raw Rpi without adding special hardware >> > > directly. >> > > > > That >> > > > > > > > probably means using a USB or ethernet interface to control >> the >> > > > > steppers. >> > > > > > > > I'm thinking of using Mesa hardware. >> > > > > > > > >> > > > > > > > Can someone suggest the most cost effective way to do this? >> > > > > (Although I >> > > > > > > > have to admit, that after buying the timing belts and >> pulleys, >> > > the >> > > > > > > > steppers, power supply, stepper drivers, ..., it's too late >> to be >> > > > > really >> > > > > > > > cost effective.). And the surface grinder only cost me $300. >> > > > > > > > >> > > > > > > > Thanks, >> > > > > > > > Ken >> > > > > > > > >> > > > > > > > >> > > > > > > > >> > > > > > > > Kenneth Lerman >> > > > > > > > 55 Main Street >> > > > > > > > Newtown, CT 06470 >> > > > > > > > >> > > > > > > > _______________________________________________ >> > > > > > > > Emc-users mailing list >> > > > > > > > [email protected] >> > > > > > > > https://lists.sourceforge.net/lists/listinfo/emc-users >> > > > > > > > >> > > > > > > >> > > > > > > >> > > > > > > -- >> > > > > > > >> > > > > > > Chris Albertson >> > > > > > > Redondo Beach, California >> > > > > > > >> > > > > > > _______________________________________________ >> > > > > > > Emc-users mailing list >> > > > > > > [email protected] >> > > > > > > https://lists.sourceforge.net/lists/listinfo/emc-users >> > > > > > > >> > > > > > >> > > > > > _______________________________________________ >> > > > > > Emc-users mailing list >> > > > > > [email protected] >> > > > > > https://lists.sourceforge.net/lists/listinfo/emc-users >> > > > > >> > > > > >> > > > > >> > > > > _______________________________________________ >> > > > > Emc-users mailing list >> > > > > [email protected] >> > > > > https://lists.sourceforge.net/lists/listinfo/emc-users >> > > > > >> > > > >> > > > _______________________________________________ >> > > > Emc-users mailing list >> > > > [email protected] >> > > > https://lists.sourceforge.net/lists/listinfo/emc-users >> > > >> > > >> > > >> > > _______________________________________________ >> > > Emc-users mailing list >> > > [email protected] >> > > https://lists.sourceforge.net/lists/listinfo/emc-users >> > > >> > >> > >> > -- >> > >> > Chris Albertson >> > Redondo Beach, California >> > >> > _______________________________________________ >> > Emc-users mailing list >> > [email protected] >> > https://lists.sourceforge.net/lists/listinfo/emc-users >> >> >> >> _______________________________________________ >> Emc-users mailing list >> [email protected] >> https://lists.sourceforge.net/lists/listinfo/emc-users >> > _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}