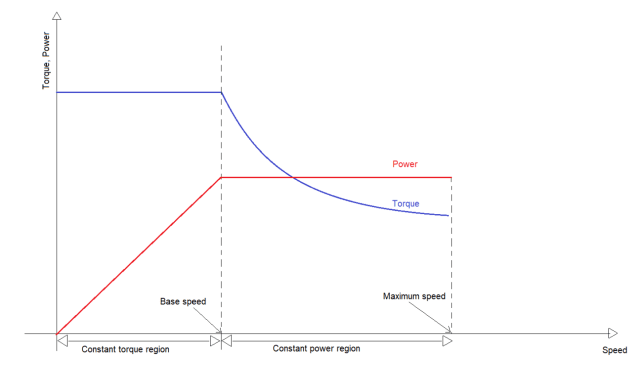
I believe the flat part of the curve is defined by the motor thermal limits. Is this correct?
> On Feb 5, 2022, at 11:44 AM, John Dammeyer <[email protected]> wrote: > > All fine and good but doesn't help anyone choose a stepper motor. For > example: > https://www.geckodrive.com/support/step-motor-basics.html > tries to explain corner speed but fakes the curves by showing that the torque > of a stepper motor is constant up to a certain speed. I've yet to see any > curves of real motors that look like that. > > Perhaps you can find some and post those that do show flat torque up to a > 'corner speed'? > > In either case that doesn't really help anyone choose a motor so that Gecko > article and corner speed are effectively techo-babble framed in a way to help > them sell their drivers which are limited to 80VDC. > > Similarly the stepper motor suppliers provide 1/2 step curves leaving out the > resonance point so unless you stay below this 'corner frequency' and never > reach that point the torque curves are somewhat obscure. > > Perhaps explain how _you_ choose a stepper motor for a given axis? What > process do you go through to do this? That might help more. > > John > > > >> From: Robin Szemeti via Emc-users [mailto:[email protected]] >> >> "comment about corner frequency with stepper motors _might_ well be valid >> as long as the maximum current for each step is reached before or at the >> end of the ste" >> >> Yes, that is exactly what the corne frequency is ... the step frequency at >> which the current no longer reaches the desired value before the end of the >> step. It's obviously dependent on inductance and maximum available drive >> voltage. >> >>> On Sat, 5 Feb 2022 at 11:50, Robin Szemeti <[email protected]> wrote: >>> >>> John, >>> >>> You are fundamentally incorrect when you state " the torque of the motor >>> to drop off the faster it goes" .. although the back EMF is correct, with a >>> modern current limited drive, the torque is flat until the corner >>> frequency, then drops off ... up to the corner frequency the torque is >>> constant with a good current-limited drive, above the corner frequency the >>> torque drops off, power is constant. You are perhaps confusing the raw >>> torque/speed curve of a motor fed from a constant voltage source, which is >>> useful but is not how they are typically used in practice. >>> >>> >>> https://res.cloudinary.com/engineering-com/image/upload/w_640,h_640,c_limit,q_auto,f_auto/image002_bezhrr.jpg >>> >>>> On Sat, 5 Feb 2022 at 09:00, John Dammeyer <[email protected]> wrote: >>> >>>> Hi Chris, >>>> My issue is that a comment about corner frequency with stepper motors >>>> _might_ well be valid as long as the maximum current for each step is >>>> reached before or at the end of the step. But the motor is turning pretty >>>> slowly there compared to how they are used in real life. >>>> >>>> However the comment about corner frequency with respect to steppers >>>> perhaps is only backed by alternative facts? >>>> >>>> I must admit I've not investigated in detail the closed loop steppers. >>>> The price of an industrial version I worked with was more than the price of >>>> an AC servo and at higher speeds I could stop the pulley with my fingers. >>>> Yes. It faulted. But that isn't really the point. The DC and AC servos at >>>> higher speeds just work better. >>>> >>>> Stepper motors work great at low speeds usually directly coupled. >>>> Contrary to popular belief the micro-stepping doesn't improve resolution >>>> but gets rid of resonance and gives the appearance of better resolution. >>>> But it doesn't change the fact that the current still has to reverse every >>>> full step. I believe that in fact Gecko drives improve high speed torque >>>> by switching back to full step mode above the resonance velocity. >>>> >>>> Now instead of 0.707 x max current in both windings (at the most) we're >>>> back to 100% in both with an increase in torque. Absolutely nothing to do >>>> with corner frequencies whatever they might be or how they are determined. >>>> >>>> John >>>> >>>> >>>> >>>> >>>> >>>>> From: Chris Albertson [mailto:[email protected]] >>>>> >>>>> John, >>>>> >>>>> You described it correctly. But I think what Robin meant by "Corner >>>>> Frequency" might be the peak of the power vs. RPM graph. Basically, the >>>>> frequency where power output starts to fall with RPM. >>>>> >>>>> But now it can get worse, or really better but more complex. We have >>>>> these so-called "closed loop stepper drivers and also a few people are >>>>> running the steppers as if they were many-pole BLDC analog (continuous, >>>>> non-stepping) mortors >>>>> >>>>> On Fri, Feb 4, 2022 at 2:39 PM John Dammeyer <[email protected]> >>>> wrote: >>>>> >>>>>> I disagree. The physics of the motor, which include inductance along >>>> with >>>>>> the generated back emf from the motor spinning in the magnetic field, >>>> is >>>>>> what cause the torque of the motor to drop off the faster it goes. >>>>>> >>>>>> The problem is to spin a stepper motor you have to not just change to >>>> a >>>>>> new winding like a DC motor does but completely reverse the direction >>>> of >>>>>> the current through the winding. In order to do that you have to >>>> deal with >>>>>> the collapsing magnetic field and counter the resulting generated >>>> voltage >>>>>> which is based on the inductance of the windings. >>>>>> >>>>>> That's why the winding voltage of a stepper motor might be only 2V to >>>> get >>>>>> the rated 3A but you need 48V to make it turn quickly. And because >>>> of the >>>>>> inductance and collapsing field, time is required to change the >>>> direction >>>>>> of the current through the winding. If that time is longer than the >>>> next >>>>>> direction change then you never reach max current through the >>>> windings and >>>>>> you don't develop full torque. That's why a stepper motor with a 24V >>>> power >>>>>> supply has the same holding torque as one with a 48V power supply. >>>> The >>>>>> current limiting of the drive holds the winding current at 3A. But >>>> run it >>>>>> at 24V or at 48V you get a totally different torque curve. >>>>>> >>>>>> If you are going to mention something called the corner frequency of a >>>>>> stepper motor+drive please show us the graphs and specifications. I >>>>>> haven't been able to find that rating on any stepper motor. >>>>>> >>>>>> Perhaps you can point it for this one? >>>>>> http://www.automationtechnologiesinc.com/download/9259/ >>>>>> >>>>>> And explain how you determined that corner frequency? >>>>>> John >>>>>> >>>>>> >>>>>> >>>>>> >>>>>> >>>>>> >>>>>> >>>>>>> -----Original Message----- >>>>>>> From: Robin Szemeti via Emc-users [mailto: >>>>>> [email protected]] >>>>>>> Sent: February-04-22 2:01 PM >>>>>>> To: Enhanced Machine Controller (EMC) >>>>>>> Cc: Robin Szemeti >>>>>>> Subject: Re: [Emc-users] What Would You Suggest? >>>>>>> >>>>>>> What people continually get totally wrong with steppers is failing >>>> to >>>>>>> understand that the maximum power is delivered at the corner >>>> frequency, >>>>>> and >>>>>>> power output is constant above that. >>>>>>> >>>>>>> If you have an application that needs to move at say 2m a minute >>>> and your >>>>>>> stepper stalls, there seems to be some crazy logic that says to >>>> people >>>>>> "Oh, >>>>>>> the stepper stalled because it was going too fast, I need to change >>>> the >>>>>>> gearing so the motor spins more slowly" .. which is of course ass >>>>>> backwards. >>>>>>> >>>>>>> The stepper stalled because the power output of the motor was less >>>> than >>>>>> the >>>>>>> power requirement of the machine ... to increase the power output >>>> of the >>>>>>> motor, you need to spin it faster, not slower. Steppers motors are >>>>>> capable >>>>>>> of excellent performance but they do need to be used correctly ... >>>> sadly, >>>>>>> in most amateur applications they are not. >>>>>>> >>>>>>> If the corner frequency with your drive and voltage is at around >>>> 2000 >>>>>> steps >>>>>>> per second and you are only ever delivering 1000 steps per second, >>>> you >>>>>> can >>>>>>> never got more than half the mechanical power out that the motor is >>>>>> capable >>>>>>> of. >>>>>>> >>>>>>> On Fri, 4 Feb 2022 at 17:13, John Dammeyer <[email protected]> >>>>>> wrote: >>>>>>> >>>>>>>> >>>>>>>> >>>>>>>>> From: Kenneth Lerman [mailto:[email protected]] >>>>>>>>> The longitudinal travel is just over a foot, and it takes about >>>> 3-1/2 >>>>>>>> turns >>>>>>>>> of the crank to go that distance. I'm thinking around a second >>>> per >>>>>> turn >>>>>>>>> would be about the maximum. So, that's 60 RPM. I'm thinking of >>>> a 1:6 >>>>>>>> ratio >>>>>>>>> on the timing belt pulleys, so that's 360 RPM at the stepper >>>> which is >>>>>>>>> pretty slow. A full stepping rate would be 200 * 360/60 => 200 >>>> * 6 >>>>>> which >>>>>>>> is >>>>>>>>> only 1200 steps per second. >>>>>>>> >>>>>>>> You won't want to run full step. A minimum should be 8 >>>>>> micro-steps/step >>>>>>>> to avoid resonance and loss of position or lockup. I'd measure >>>> the >>>>>> torque >>>>>>>> required to move the table by attaching a lever to the hand wheel >>>> that >>>>>> is >>>>>>>> say 1' long. Set it horizontal and start hanging weight onto the >>>> end >>>>>> to >>>>>>>> get ft-lbs or ft-in until it turns. That's the torque required to >>>>>> overcome >>>>>>>> static friction. Double that to choose your motor. >>>>>>>> >>>>>>>> Say that is 1 ft-lb or 192 oz-in. If you choose 3:1 for your >>>>>> reduction >>>>>>>> ratio you get 600 oz-in. Look at the motor torque curve (they >>>> are all >>>>>>>> different and if the supplier can't give you that buy one >>>> somewhere >>>>>> else) >>>>>>>> and see where the torque drops below 400 oz-in. Say that's 180 >>>> RPM. >>>>>>>> That's 3 RPS which multiplied by 2000 steps per rev for >>>> micro-stepping >>>>>> is >>>>>>>> 6000 steps/second which achieves your 1 RPS on the handle. >>>>>>>> >>>>>>>> Or if you find it's 2 ft-lb or 400 oz-in choose a much larger >>>> motor >>>>>> like >>>>>>>> 1200 oz-in >>>>>>>> http://www.automationtechnologiesinc.com/download/9259/ >>>>>>>> Notice the curve at 3000 half steps per second is about 3.2NM. >>>> That's >>>>>>>> 12,000 steps per second (7.5RPS) with 8 micro-steps per step well >>>>>> within >>>>>>>> the reach of even a parallel port controller and 450 oz-in. >>>> That's >>>>>> well >>>>>>>> above the 1 RPS you need and even just 3:1 still gives you 1600 >>>> oz-in. >>>>>>>> >>>>>>>> My two cents... >>>>>>>> John Dammeyer >>>>>>>>> >>>>>>>>> An alternative would be to provide more gearing, but I don't >>>> think >>>>>> it's >>>>>>>>> practical to get more than about a six to one ratio in a single >>>> belt >>>>>>>>> reduction and I'd like to avoid mechanical complexity if I can. >>>>>>>>> >>>>>>>>> Thoughts? >>>>>>>>> >>>>>>>>> Ken >>>>>>>>> >>>>>>>>> Kenneth Lerman >>>>>>>>> 55 Main Street >>>>>>>>> Newtown, CT 06470 >>>>>>>>> >>>>>>>>> >>>>>>>>> >>>>>>>>> On Fri, Feb 4, 2022 at 7:13 AM Chris Albertson < >>>>>>>> [email protected]> >>>>>>>>> wrote: >>>>>>>>> >>>>>>>>>> If looking for lowest cost solution you can us the old "Atom" >>>>>> computer >>>>>>>> to >>>>>>>>>> control the grinder as long as you do not need to run the >>>> mill and >>>>>>>>>> grider at the same time. Get an Eiternet interface Mesa card >>>> for >>>>>> the >>>>>>>> new >>>>>>>>>> machine, You need two config files, just load the one for the >>>>>> mill or >>>>>>>> the >>>>>>>>>> one for the grinder. >>>>>>>>>> >>>>>>>>>> Then someday you buy a second computer you only have to move >>>> the >>>>>>>> Ethernet >>>>>>>>>> cable over. The best option is a newer version of the >>>> Atom. They >>>>>>>> seem to >>>>>>>>>> sell for just under $200. Finally Newegg.com always has many >>>>>> used oe >>>>>>>>>> refurb PCs Used PCs sourced locally can be a cheap as "free" >>>>>>>>>> >>>>>>>>>> But 9ld PCs tend to burn up a lot of power. I am trying to >>>> get >>>>>> mone >>>>>>>> to do >>>>>>>>>> "wake on LAN" so it can not use power until I need to log >>>> onto it >>>>>>>>>> >>>>>>>>>> On Thu, Feb 3, 2022 at 6:52 PM Kenneth Lerman < >>>> [email protected]> >>>>>>>> wrote: >>>>>>>>>> >>>>>>>>>>> I'm considering converting a surface grinder to CNC. To >>>> start, >>>>>> I'll >>>>>>>>>>> probably just convert the longitudinal and transverse axes. >>>>>>>>>>> >>>>>>>>>>> I'll go with steppers for this -- I'm thinking NEMA-42 >>>> motors. >>>>>>>>>>> >>>>>>>>>>> My current Bridgeport clone uses servos and Jon Elson's >>>> hardware >>>>>> on a >>>>>>>>>>> little Intel Atom Box. I'm thinking of using a Rpi for >>>> this. It >>>>>> will >>>>>>>>>> need a >>>>>>>>>>> minimal display/control panel when completed, but initially >>>> will >>>>>>>> need a >>>>>>>>>>> display with touchscreen or mouse and possibly a keyboard. >>>> In the >>>>>>>> long >>>>>>>>>> run, >>>>>>>>>>> some buttons. and perhaps an mpg might be useful. >>>>>>>>>>> >>>>>>>>>>> I'd like to use a raw Rpi without adding special hardware >>>>>> directly. >>>>>>>> That >>>>>>>>>>> probably means using a USB or ethernet interface to control >>>> the >>>>>>>> steppers. >>>>>>>>>>> I'm thinking of using Mesa hardware. >>>>>>>>>>> >>>>>>>>>>> Can someone suggest the most cost effective way to do this? >>>>>>>> (Although I >>>>>>>>>>> have to admit, that after buying the timing belts and >>>> pulleys, >>>>>> the >>>>>>>>>>> steppers, power supply, stepper drivers, ..., it's too late >>>> to be >>>>>>>> really >>>>>>>>>>> cost effective.). And the surface grinder only cost me $300. >>>>>>>>>>> >>>>>>>>>>> Thanks, >>>>>>>>>>> Ken >>>>>>>>>>> >>>>>>>>>>> >>>>>>>>>>> >>>>>>>>>>> Kenneth Lerman >>>>>>>>>>> 55 Main Street >>>>>>>>>>> Newtown, CT 06470 >>>>>>>>>>> >>>>>>>>>>> _______________________________________________ >>>>>>>>>>> Emc-users mailing list >>>>>>>>>>> [email protected] >>>>>>>>>>> https://lists.sourceforge.net/lists/listinfo/emc-users >>>>>>>>>>> >>>>>>>>>> >>>>>>>>>> >>>>>>>>>> -- >>>>>>>>>> >>>>>>>>>> Chris Albertson >>>>>>>>>> Redondo Beach, California >>>>>>>>>> >>>>>>>>>> _______________________________________________ >>>>>>>>>> Emc-users mailing list >>>>>>>>>> [email protected] >>>>>>>>>> https://lists.sourceforge.net/lists/listinfo/emc-users >>>>>>>>>> >>>>>>>>> >>>>>>>>> _______________________________________________ >>>>>>>>> Emc-users mailing list >>>>>>>>> [email protected] >>>>>>>>> https://lists.sourceforge.net/lists/listinfo/emc-users >>>>>>>> >>>>>>>> >>>>>>>> >>>>>>>> _______________________________________________ >>>>>>>> Emc-users mailing list >>>>>>>> [email protected] >>>>>>>> https://lists.sourceforge.net/lists/listinfo/emc-users >>>>>>>> >>>>>>> >>>>>>> _______________________________________________ >>>>>>> Emc-users mailing list >>>>>>> [email protected] >>>>>>> https://lists.sourceforge.net/lists/listinfo/emc-users >>>>>> >>>>>> >>>>>> >>>>>> _______________________________________________ >>>>>> Emc-users mailing list >>>>>> [email protected] >>>>>> https://lists.sourceforge.net/lists/listinfo/emc-users >>>>>> >>>>> >>>>> >>>>> -- >>>>> >>>>> Chris Albertson >>>>> Redondo Beach, California >>>>> >>>>> _______________________________________________ >>>>> Emc-users mailing list >>>>> [email protected] >>>>> https://lists.sourceforge.net/lists/listinfo/emc-users >>>> >>>> >>>> >>>> _______________________________________________ >>>> Emc-users mailing list >>>> [email protected] >>>> https://lists.sourceforge.net/lists/listinfo/emc-users >>>> >>> >> >> _______________________________________________ >> Emc-users mailing list >> [email protected] >> https://lists.sourceforge.net/lists/listinfo/emc-users > > > > _______________________________________________ > Emc-users mailing list > [email protected] > https://lists.sourceforge.net/lists/listinfo/emc-users _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}