On Fri, 2007-10-12 at 20:37 -0500, Jon Elson wrote: ... snip > > > > So at 5k cpi on my lathe, I should be able to get similar results, I > > hope. Thanks Jon. > > > Well, 5000 is a lot less than 128,000, and 4 times coarser than > my 20,000 counts/inch. So, it would be normal to expect the > best following error you could achieve may be worse. One > encoder count is .0002" so you will never get better than that. > > Jon
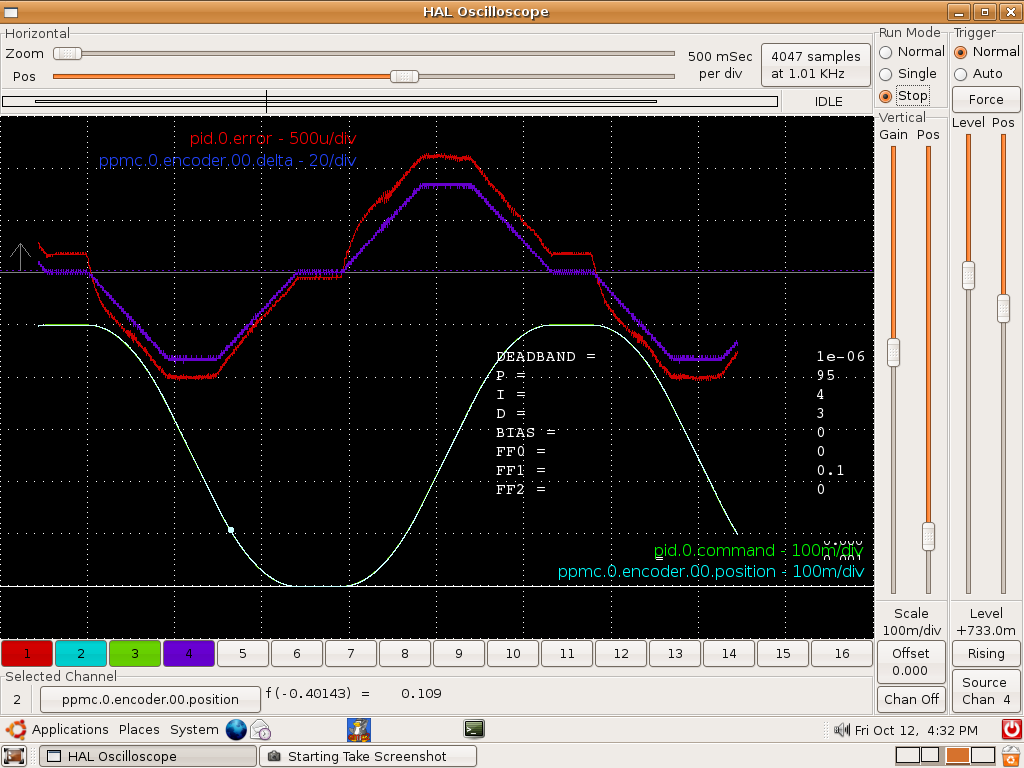
Opps. It's really 50k cpi. I'm going to have to get a dog so I can blame my mistakes on it. I have a plot for X here: http://www.wallacecompany.com/cnc_lathe/HNC/emc2/p95i4d3ff1_1.png I started working on Z and totally missed it up. Hopefully, I'll be able to fix it tomorrow. -- Kirk Wallace (Hardinge HNC lathe, California, USA http://www.wallacecompany.com/machine_shop/ ) ------------------------------------------------------------------------- This SF.net email is sponsored by: Splunk Inc. Still grepping through log files to find problems? Stop. Now Search log events and configuration files using AJAX and a browser. Download your FREE copy of Splunk now >> http://get.splunk.com/ _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}