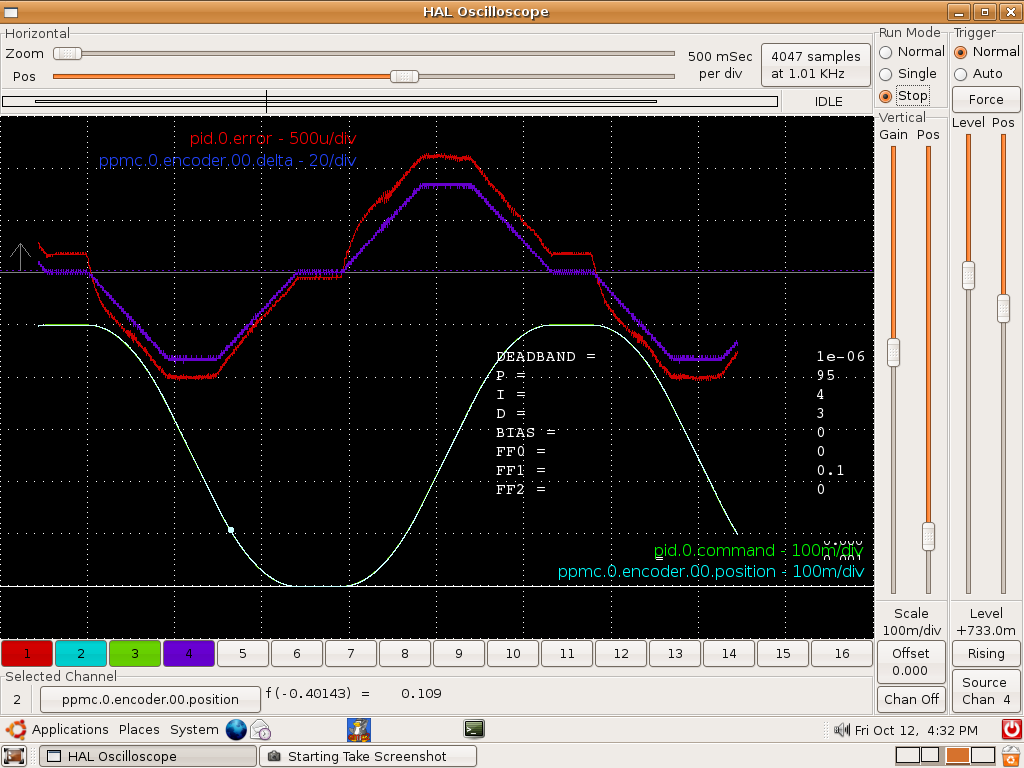
Kirk Wallace wrote: > On Fri, 2007-10-12 at 20:37 -0500, Jon Elson wrote: > ... snip > >>>So at 5k cpi on my lathe, I should be able to get similar results, I >>>hope. Thanks Jon. >>> >> >>Well, 5000 is a lot less than 128,000, and 4 times coarser than >>my 20,000 counts/inch. So, it would be normal to expect the >>best following error you could achieve may be worse. One >>encoder count is .0002" so you will never get better than that. >> >>Jon > > > Opps. It's really 50k cpi. I'm going to have to get a dog so I can blame > my mistakes on it. > Yes, 50 K will definitely work a lot better! > I have a plot for X here: > http://www.wallacecompany.com/cnc_lathe/HNC/emc2/p95i4d3ff1_1.png > > I started working on Z and totally missed it up. Hopefully, I'll be able > to fix it tomorrow. > Not too bad, but you might need more P. If you can't handle more P without oscillation, try adding or reducing D. If you can damp out the oscillation, then turn P up some more. When you get that as high as you can while still well stable, then turn up FF1 until the error at constant velocity is reduced to a small value. Now, you will have some errors during the accel and decel ramps, so increase FF2 until those are not much worse than the steady-speed error. You should be able to get the error on this routine down to maybe 100 uinch. Looks like you are rocking back and forth 1/2 inch in one second, including the accel-decel. Your velocity is peaking at 35000 counts a second, with 50K counts/inch, that would be 0.7 IPS or 42 IPM. Maybe I'll have to do one of these tomorrow and show you how good you can get it.
{kind=link}
If the axes are similar (motors, amps, leadscrews, etc.) then the numbers that work on one axis can be used as a starting point for the next. Jon ------------------------------------------------------------------------- This SF.net email is sponsored by: Splunk Inc. Still grepping through log files to find problems? Stop. Now Search log events and configuration files using AJAX and a browser. Download your FREE copy of Splunk now >> http://get.splunk.com/ _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users