> -----Original Message----- > From: bari [mailto:[email protected]] > Sent: January-25-20 8:32 PM > To: [email protected] > Subject: Re: [Emc-users] Real-time OS for machine controllers > > On 1/25/20 4:41 PM, Alan Condit wrote: > > I am just trying to figure out your idea? Who parses the gcode file? The $5 > > chip? > > If you are running everything but the user interface on the $5 chip, it > > sounds like headless lcnc to me. > > Yes. But the GUI should not be X. I assume it should be some new modern > web interface that works on any device with a display that has network > connectivity.All the kids are doing it, don't be square� :). > > http://wiki.linuxcnc.org/cgi-bin/wiki.pl?EMC_Components > > I recall comments from the developers that NML was just a quick way at > the time to connect the GUI to Tasks, IO and Motion control in LinuxCNC. > > https://www.nist.gov/publications/neutral-message-language-model-and- > method-message-passing-heterogeneous-environments > > https://www.nist.gov/system/files/documents/el/isd/cs/nml-tutorial.pdf > > http://linuxcnc.org/docs/2.5/html/code/NML_Messages.html > > Machinekit replaced NML with Machinetalk: > > https://machinekoder.com/machinetalk-explained-part-1-introduction/ > > I think NML is what turns off new developers. > > > > > If you are running 6 axis on the $5 chip then you have all the wiring > > complexities that we have now. The $5 chip needs to connect to a breakout > > board something > > like that to protect the chip and it (the $5 chip) needs to be located > > someplace where it is convenient to wire all the axises from. So other than > > the difference in cost what does this $5 chip buy you? > > Yes if the chip was free it would still need lots more glue around it to > interface to the outside world with all its different voltage levels and > noise. >
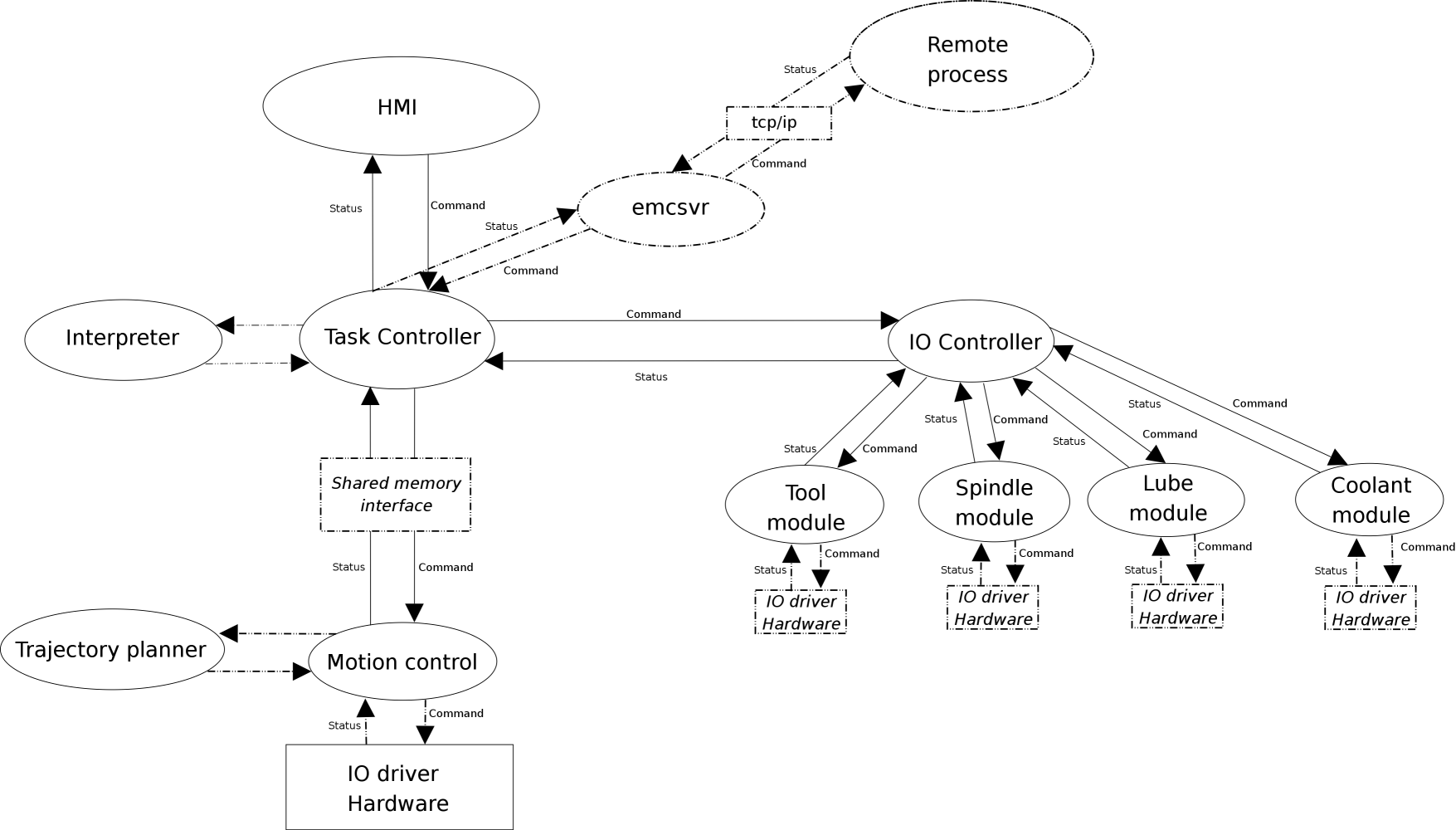
Looking at http://wiki.linuxcnc.org/uploads/EMCmsg_resize.png I see the trajectory planner is tightly coupled to the motion control. I'd suggest that just like we see a Tool Module, Spindle Module etc., that the Motion Control be separated into a Motion Control and Motion Module. The Trajectory Planner will still be in the real time side of LinuxCNC inside Motion Control but the status/command connection will be to a Motion Module which then connects to the motors The http://wiki.linuxcnc.org/uploads/EMC_Control_LG.gif shows where that break could happen inside EMCMOT. And that will be something like what Chris Albertson suggested. It certainly made sense with 80386 PCs and limited RAM along with unintelligent servo drives that the PID loop be closed inside the PC for motion verses encoder feedback. But now we have STMBLs among others that will flag a following error fault and stop the system in the same way a system that reads the encoder into the PC. We have closed loop stepper motors too. Things have changed. 1GHz 32bit ARM processors with hardware quadrature encoder counters. Running with massive amounts of memory. So decisions made when the PCs were smaller and less power need to be re-examined. Dedicated Gigabit Ethernet linkages can provide messaging far faster than the hardware can deal with. And by moving that into a dedicated board manufactured by any number of suppliers, we have the ability to not run into these issues of latency or proprietary interfaces. John Dammeyer _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}
{kind=link}