When I first saw this, my idea was to print the internal tooth gear "backward" as a mold that makes up the central space in the aluminum housing, then pour in an epoxy/glass composite paste.
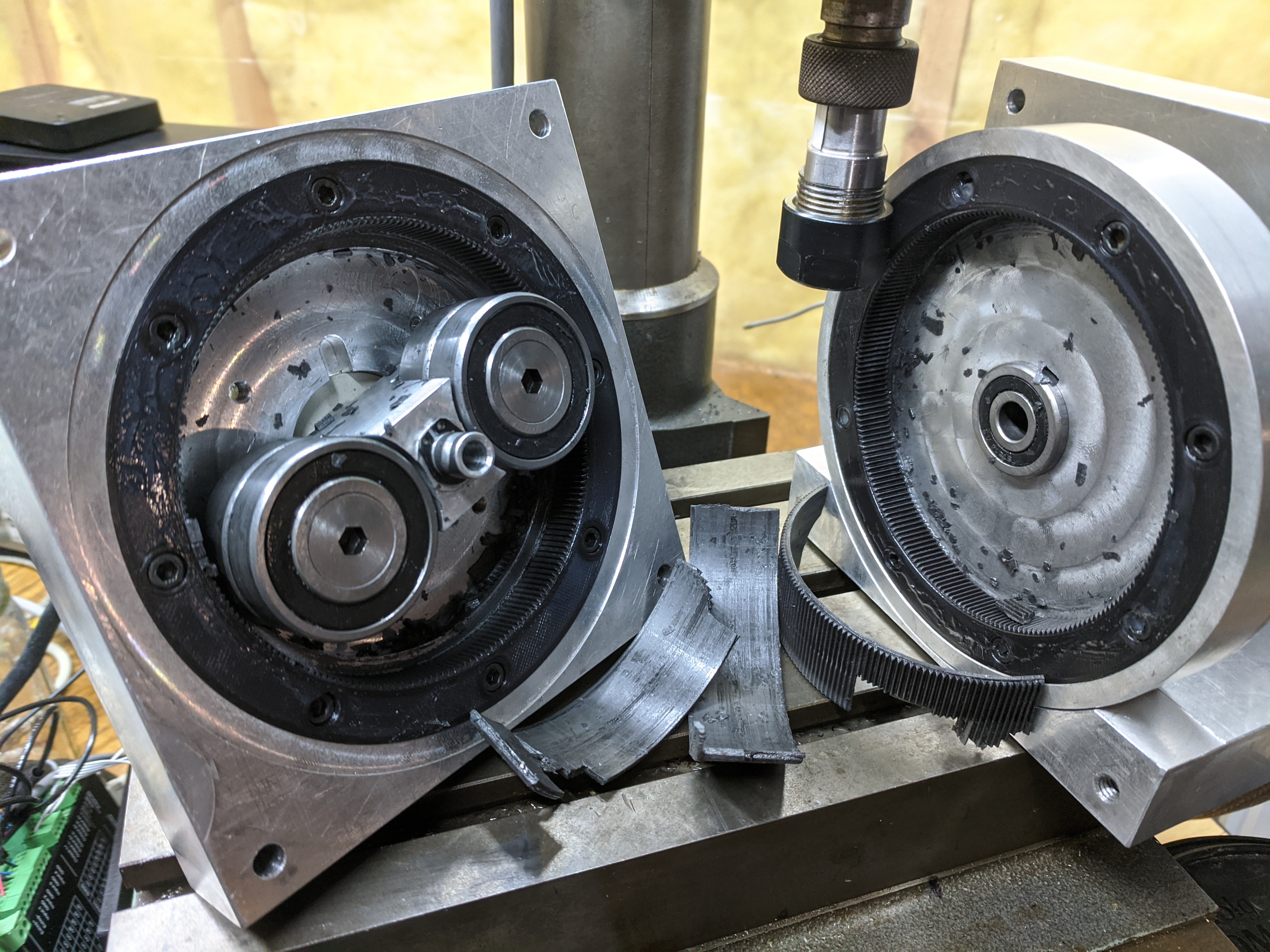
I've seen this done on other projects, the most complex is a prosthetic hand I'm slowly working on. The designer made the "finger bone" in 3D printed plastic, then you put it inside a hollow 3D printed mold and pour in polyurethane resin which "over-molds" the plastic core. It makes a very tough non-slip fingerpad. Seeing this got me thinking about what I call "hybrid design" what you combine 3D printing with metal and resin casting. It sounds complex but if you have a 3D CAD system and a printer mold-making is nearly trivial, Use the part you want to make and subtract that from the inside of a brick. On Fri, Mar 19, 2021 at 8:07 AM Sam Sokolik <[email protected]> wrote: > So - this didn't make it 6 hours with the steppers running 833rpm > (3000deg/min at the face plate) (forward reverse some positioning...) > > http://electronicsam.com/images/greenmachine/IMG_20210317_073558.jpg > > Now - I am sure it would last longer if it was run slower... The flex gear > now has the consistency of chocolate.. It just crumbles. > > So - I printed the flex gear out of petg. As of this morning it has run > for 12 hours and still positions correctly. I would say - if it last a > good 24 hours - it will be perfect for a hobby 4th axis. It isn't going to > be run like this in normal situations and you can always print more > gears... > > sam > > _______________________________________________ > Emc-users mailing list > [email protected] > https://lists.sourceforge.net/lists/listinfo/emc-users > -- Chris Albertson Redondo Beach, California _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}