On Sat, 2009-05-09 at 22:13 +0100, Dave Caroline wrote: > Hobbing is easy if you can measure the gear in some way easily, I use > the OD as my size reference and infeed re run to size, the nice thing > about a hobbing machine (well the one here anyway) is you can go back > to the start and still be in gear and run again. As for the use of an > endmill to create the form we had a user in IRC who posted a picture > of his day job doing just that but on a very large scale, I use a > slitting saw to do escape wheels for clocks so is an interesting > exercise in roughing out then following the form. A form tool is > easiest for plain gears but then you are limited to tooth number > ranges as JMK mentioned. > > If you make a generic cgode involute program I would be interested seeing it. > > Dave Caroline
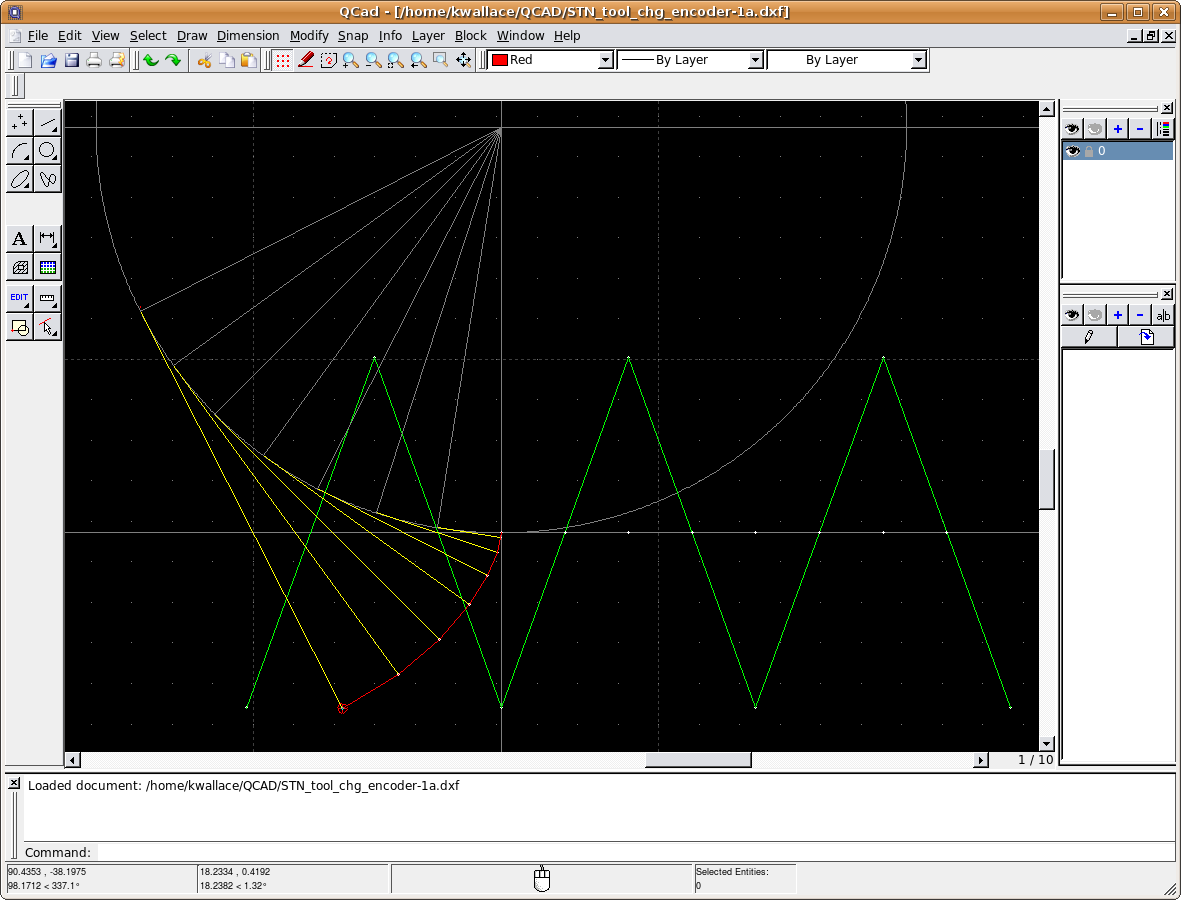
Here is the involute I believe applies to my gear. http://www.wallacecompany.com/machine_shop/gears/involute.png The dots to the right on the horizontal line are spaced 9 degrees of pitch circle apart. So when the pinion rotates 9 degrees it moves one dot on the rack. The left side shows the same horizontal dots but rotated around the pinion center the corresponding degrees. The yellow lines are the distance of the corresponding 9 degree moves. The red line is the involute of the pitch circle. It's just an XY move and a rotate for each point. -- Kirk Wallace http://www.wallacecompany.com/machine_shop/ http://www.wallacecompany.com/E45/index.html California, USA ------------------------------------------------------------------------------ The NEW KODAK i700 Series Scanners deliver under ANY circumstances! Your production scanning environment may not be a perfect world - but thanks to Kodak, there's a perfect scanner to get the job done! With the NEW KODAK i700 Series Scanner you'll get full speed at 300 dpi even with all image processing features enabled. http://p.sf.net/sfu/kodak-com _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}