Hi Gene I used the Machinist toolbox to figure out what sort of speed and feed I needed but ended up running the mill faster (thought I'd read it should be 3000 but it was supposed to be 2000). Typo error.
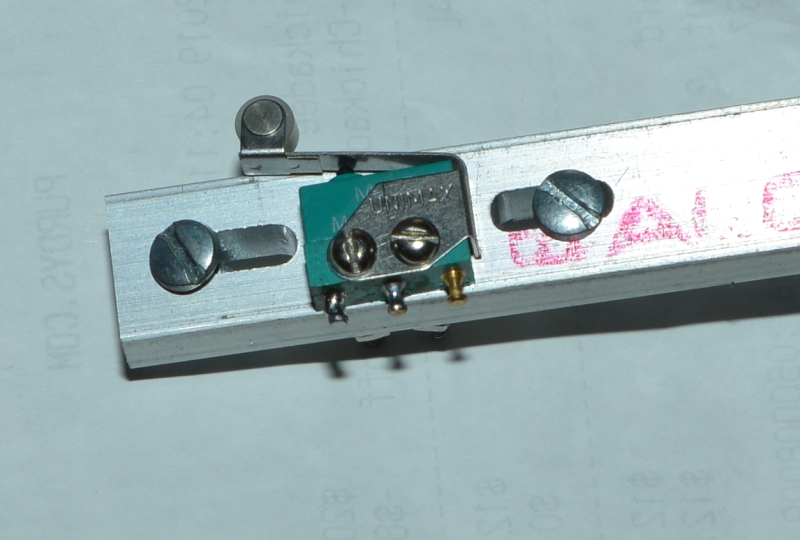
OK. So tool bit 0.09375. Two flutes. HSS. Chip load 0.00551. Aluminium bar. SFM set at 40 which called for 2000 RPM and about 22 ipm Max Radial 0.0375 (I think that means step over), and Max Axial 0.7969 (I think is depth per pass). I ended up using all those parameters except ran the mill at 2950 RPM. I ran 0.025" depth of cut and 25% of tool diameter step over. So very conservative compared to the toolbox parameters. And, squirts of WD-40 since I haven't set up the mister yet. Parts are still on the way for that and I don’t want to run the flood coolant until I have it all boxed in and will use it often enough to prevent it going smelly. No gumming up of the tool. What I found with some other plate on the CNC router (disaster as far as gumming) is that one has to be really conservative to keep the heat down. My CNC router couldn't move fast enough with the BOSCH Colt doing its minimum 16,000 RPM. And I didn't want WD-40 all over the MDF. Anyway, on the mill this is the end result. AlibreCAM created a slot which meant it cut little arcs as it moved along the length of the slot. The two switch mount holes were done with a #41 drill bit peck drilling. No gumming. I like WD-40 although I suspect kerosene would work too. http://www.autoartisans.com/mill/YAxisSwitchPlate.jpg John > -----Original Message----- > From: Gene Heskett [mailto:[email protected]] > Sent: April-20-19 5:58 PM > To: [email protected] > Subject: [Emc-users] milling tool life, or lack thereof. > > Greetings all; > > Having discovered the settings that control the low frequency boost in > this VFD, and having rigged a pretty dry misting arrangement, I figured > it was as good a time as any to cut the end panels of the box that has > the interface cards in it. These panels are about .035" thick, and are > hard anodized which presents a challenge to most carbide tooling. So I > set it up to do the connectors holes in one panel, and the db cutouts > for the computer cableds db 25's in the other panel. It did a beautiful > job on the 11 holes in the first panel, but swapping panels to cut the > db25 patterns was a disaster, the tool was obviously starting to plug > up. So I wound up with ragged holes with lots of metal thrown up that I > had to sharpen up my pocket knife and clean up. Didn't break the tool > but probably pushed my luck on that point. Used about 4 oz of kool mist > for the whole job, so it was wet, but not really soaking the cherry > spoil board so bad I can't use it again after its dry. > > This was an uncoated sc tool, 4mm in diameter, 3 flute with about a 45 > degree up spiral. Speeds ranged from 6000 revs to 14000. Chips thrown > were almost dust and its obvious I need to put up some lexan splash > guards. > > The fact that it plugged up tells me that kool mist is not the magic > bullet for this job. Safflower oil, which I used for one job years ago, > would be better, but the cleanup needs solvent, lots of it. On > everything it settles on. Including your lungs as I used more air > pressure and smaller orifices. Blame it on younger and dumber as I was > then in my mid-60's, 20 years ago? > > Any suggestions as to what to concoct for misting fluid next time, that > would prevent the sticking and plugging up while doing such sheet alu > the next time? Or was the hard anodized brushed satin finish the real > killer? Add some liquid dish soap to enhance its "sticky" maybe? IDK. > > Thanks everybody. > > Cheers, Gene Heskett > -- > "There are four boxes to be used in defense of liberty: > soap, ballot, jury, and ammo. Please use in that order." > -Ed Howdershelt (Author) > Genes Web page <http://geneslinuxbox.net:6309/gene> > > > > _______________________________________________ > Emc-users mailing list > [email protected] > https://lists.sourceforge.net/lists/listinfo/emc-users _______________________________________________ Emc-users mailing list [email protected] https://lists.sourceforge.net/lists/listinfo/emc-users
{kind=link}